

(1).jpg)


Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 16 января 2024 г. N 8 "Об утверждении Руководства по безопасности "Методические рекомендации о порядке проведения визуального и измерительного контроля"
В соответствии с пунктом 5 статьи 3 Федерального закона от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" приказываю:
утвердить прилагаемое Руководство по безопасности "Методические рекомендации о порядке проведения визуального и измерительного контроля".
| Руководитель | А.В. Трембицкий |
Утверждено
приказом Федеральной службы
по экологическому,
технологическому
и атомному надзору
от 16 января 2024 г. N 8
Руководство по безопасности "Методические рекомендации о порядке проведения визуального и измерительного контроля"
I. Общие положения
1. Руководство по безопасности "Методические рекомендации о порядке проведения визуального и измерительного контроля" (далее - Руководство) разработано в целях содействия соблюдению требований федеральных норм и правил в области промышленной безопасности "Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах", утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 1 декабря 2020 г. N 478.
2. В Руководстве приводятся методические рекомендации по проведению визуального и измерительного контроля основного материала (далее - материала) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции и эксплуатации, в том числе техническом диагностировании, обследовании, техническом освидетельствовании технических устройств, зданий и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
3. Термины и определения, используемые в Руководстве, приведены в приложении N 1 к Руководству.
4. Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений рекомендуется проводить на следующих стадиях:
а) входного контроля;
б) изготовления деталей, сборочных единиц и изделий;
в) подготовки деталей и сборочных единиц к сборке;
г) подготовки деталей и сборочных единиц к сварке;
д) сборки деталей и сборочных единиц под сварку;
е) процесса сварки;
ж) контроля готовых сварных соединений и наплавок;
з) исправления дефектных участков в материале и сварных соединениях (наплавках);
и) оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств, зданий и сооружений, в том числе по истечении установленного срока их эксплуатации.
Визуальный и измерительный контроль материалов на стадии входного контроля рекомендуется выполнять при поступлении материала (полуфабрикатов, заготовок, деталей) юридическому лицу или индивидуальному предпринимателю с целью подтверждения их соответствия федеральным нормам и правилам в области промышленной безопасности (далее - ФНП), техническим условиям (далее - ТУ), конструкторской документации, документам по стандартизации, условиям поставки. Контроль рекомендуется осуществлять с учетом Межгосударственного стандарта ГОСТ 24297-2013 "Верификация закупленной продукции. Организация проведения и методы контроля", введенного в действие приказом Федерального агентства по техническому регулированию и метрологии от 26 августа 2013 г. N 544-ст.
5. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке рекомендуется проводить с целью выявления поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей. Сведения о дефектах сварных соединений согласно национальному стандарту Российской Федерации ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением", утвержденному приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1012-ст, и основного металла согласно Межгосударственному стандарту ГОСТ 21014-2022 "Металлопродукция из стали и сплавов. Дефекты поверхности. Термины и определения", введенному в действие приказом Федерального агентства по техническому регулированию и метрологии от 31 марта 2022 г. N 182-ст, приведены в приложении N 2 к Руководству.
6. Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) рекомендуется выполнять по предварительно разработанной программе (плану, инструкции) входного контроля (приложение N 3 к Руководству). Программу (план, инструкцию) входного контроля рекомендуется разрабатывать в соответствии с ФНП, ТУ, конструкторской документацией, документами по стандартизации и документацией завода-изготовителя. В программе (плане, инструкции) входного контроля перечисляются объекты контроля (заготовки, полуфабрикаты, детали), объемы и способы контроля, включая схемы выполнения измерений контролируемых параметров, нормативные показатели допустимых отклонений.
7. Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке рекомендуется осуществлять для подтверждения соответствия качества их изготовления и подготовки конструкторской документации, соответствия технологии изготовления (технологии сборки, гиба и прочей производственно-технологической документации (далее - ПТД), ФНП, нормативной документации (далее - НД), ТУ на изготовление.
8. Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) рекомендуется осуществлять для выявления и проверки обеспечения допустимых размеров зазоров, формы и размеров кромок и геометрических положений (линейного и углового смещения или нарушения перпендикулярности) осей и поверхностей собранных элементов.
9. Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) рекомендуется осуществлять для подтверждения их соответствия ФНП, документам по стандартизации, конструкторской документации, ПТД и/или НД.
10. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) рекомендуется осуществлять для выявления деформаций, поверхностных трещин, подрезов, прожогов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
11. Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках рекомендуется осуществлять для подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) значениям, приведенным в ФНП, ПТД и НД.
12. Визуальный и измерительный контроль технических устройств, зданий и сооружений в процессе эксплуатации (эксплуатационный контроль) рекомендуется осуществлять для выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
13. Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств, зданий и сооружений (операционный контроль) рекомендуется осуществлять с применением технологических карт и (или) карт (схем) операционного контроля рекомендации, к содержанию которых приведены в приложениях N 4 и N 5 к Руководству. При разработке указанных карт учитываются специфические условия проведения визуального и измерительного контроля, в том числе для контроля специальных материалов (например, композитных и полимерных) и сварных соединений из них.
Технологические карты и карты операционного контроля рекомендуется разрабатывать юридическим лицом или индивидуальным предпринимателем, выполняющими контроль, либо специализированной организацией, выполняющей проектно-технологическую подготовку производства работ по контролю.
Технологические карты контроля и (или) карты (схемы) операционного контроля могут также разрабатываться в составе ПТД.
14. При осуществлении визуального контроля для подтверждения пригодности технологической карты контроля и (или) карты (схемы) операционного контроля может быть проведен визуальный контроль образца объекта контроля, соответствующего объекту контроля по коэффициенту отражения поверхности, структуре поверхности, отношению контрастностей и доступности для контроля. Процедуру подтверждения пригодности рекомендуется проводить при осуществлении контроля наихудшего для осмотра участка поверхности. Образец объекта контроля может быть заменен контролируемым объектом или комплектом образцов объекта контроля.
15. При осуществлении измерительного контроля в технологической карте контроля и (или) карте (схеме) операционного контроля может быть оценена неопределенность проведения измерений при использовании данных карт. Оценку неопределенности измерений рекомендуется проводить в соответствии с Межгосударственным стандартом ГОСТ 34100.3-2017/ISO/IEC Guide 98-3:2008 "Неопределенность измерения. Часть 3. Руководство по выражению неопределенности измерения", введенным в действие приказом Федерального агентства по техническому регулированию и метрологии от 12 сентября 2017 г. N 1065-ст.
16. Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств, зданий и сооружений рекомендуется осуществлять в соответствии с документами по эксплуатации, в том числе по техническому диагностированию, обследованию или техническому освидетельствованию. Визуальный и измерительный контроль может выполняться в соответствии с картами (схемами) визуального и измерительного контроля, которые рекомендуется разрабатывать в составе программы технического диагностирования (обследования, освидетельствования). В картах (схемах) рекомендуется указывать места проведения контроля на конкретном техническом устройстве, здании, сооружении, схемы контроля, средства измерений контролируемых параметров, нормы оценки состояния (качества), приводятся бланки регистрации результатов контроля.
17. Визуальный и измерительный контроль рекомендуется проводить для всех доступных поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
18. Визуальный и измерительный контроль рекомендуется проводить без применения и (или) с применением визуально-оптических приборов до 20-кратного увеличения (луп, микроскопов, эндоскопов, зеркал и других). При контроле материала и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте и реконструкции технических устройств и сооружений используют лупы с 2-7-кратным увеличением, а при оценке состояния технических устройств, зданий и сооружений в процессе их эксплуатации - лупы до 20-кратного увеличения.
19. Визуальный и измерительный контроль рекомендуется осуществлять до проведения контроля материалов и сварных соединений (наплавок) другими методами (видами) неразрушающего контроля, а также после устранения дефектов.
20. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
21. Измерения рекомендуется проводить после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, рекомендуется проводить до их сборки.
22. Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подлежащих термической обработке, рекомендуется осуществлять до и после указанной операции. Контроль термообработанных (нормализация или закалка с последующим отпуском) деталей, конструкций или узлов рекомендуется проводить после термообработки.
23. Визуальный и измерительный контроль материалов и сварных соединений, обработанных механическим способом, в том числе с удалением валика усиления сварного шва, или подвергнутых деформированию, рекомендуется осуществлять до и после указанных операций.
24. При визуальном и измерительном контроле сварных соединений рекомендуемая контролируемая зона включает в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от сварного шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцевых и нахлесточных сварных соединений и соединений вварки труб в трубные доски, выполненных дуговой и электронно-лучевой сваркой;
не менее номинальной толщины стенки детали - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей от 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) для сварных соединений, выполненных электрошлаковой сваркой.
25. Визуальный и измерительный контроль композитных материалов рекомендуется осуществлять как до сборки (склейки, сварки) изделий, так и готовых изделий, а также в процессе эксплуатации изделий. Для заготовок, подготовленных под сборку склейку или сварку, проводится измерение геометрических размеров подготовленных участков. Поверхность осматривается на наличие загрязнений и дефектов. При сборке изделий выявляются и оцениваются на допустимость расслоения композита, нерегулярность армирования и другие дефекты. Для изделий, находящихся в эксплуатации, визуальный и измерительный контроль выполняют с целью выявления и оценки допустимости эксплуатационных повреждений. Для полупрозрачных композитов для выявления внутренних дефектов возможно использование техник контроля на просвет.
26. Дефекты, выявленные при визуальном и измерительном контроле, рекомендуется устранять до выполнения последующей технологической операции или до приемки объекта контроля в соответствии с требованиями ПТД. Рекомендуется проведение повторного контроля для подтверждения полноты устранения выполненных дефектов. Рекомендуется дефекты, выявленные при визуальном и измерительном контроле, не препятствующие дальнейшему применению других методов (видов) неразрушающего контроля, устранять после завершения контроля другими методами (видами) контроля.
II. Компетентность персонала
27. Требования к работникам, осуществляющим визуальный и измерительный контроль в части подтверждения компетентности и проведения проверки знаний, определяются пунктом 9 федеральных норм и правил в области промышленной безопасности "Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах", утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 1 декабря 2020 г. N 478.
28. К осуществлению визуального и измерительного контроля рекомендуется привлекать специалистов, подтвердивших соответствие квалификации профессиональному стандарту "Специалист в сфере промышленной безопасности", утвержденному приказом Министерства труда и социальной защиты Российской Федерации от 16 декабря 2020 г. N 911н.
29. До начала проведения работ в отношении конкретного объекта контроля работникам, осуществляющим визуальный и измерительный контроль, рекомендуется проходить ознакомление с соответствующими ФНП, документами по стандартизации, ТУ, процедурами/инструкциями, конструкторской документацией, ПТД, НД, технологиями производства и/или условиями эксплуатации данного объекта.
III. Средства визуального и измерительного контроля1
------------------------------
1 Толщиномеры (ультразвуковые, вихретоковые и пр.) относятся к средствам соответствующего вида контроля (ультразвукового, вихретокового и пр.), и использующие их работники аттестуются на право выполнения соответствующего вида контроля.
------------------------------
30. При визуальном и измерительном контроле рекомендуется применять:
а) лупы, в том числе измерительные;
б) линейки измерительные металлические;
в) угольники поверочные 90°лекальные;
г) штангенциркули, штангенрейсмасы и штангенглубиномеры;
д) щупы;
е) угломеры с нониусом;
ж) стенкомеры и толщиномеры индикаторные;
з) микрометры;
и) нутромеры микрометрические и индикаторные;
к) калибры;
л) эндоскопы;
м) шаблоны, в том числе специальные и универсальные (например, типа УШС, WG), радиусные, резьбовые и другие;
н) поверочные плиты;
o) плоскопараллельные концевые меры длины с набором специальных принадлежностей;
п) штриховые меры длины (стальные измерительные линейки, рулетки);
p) видеоэндоскопы и телесистемы;
с) фонари и другие осветительные устройства.
Примерный перечень средств визуального и измерительного контроля приведен в приложении N 6 к Руководству. Возможно применение других средств визуального и измерительного контроля в случаях, определяемых соответствующими инструкциями и/или методиками их применения.
Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений рекомендуется применять шаблоны различных типов, примеры которых приведены в приложении N 7 к Руководству.
31. Предельно допустимая погрешность измерений при измерительном контроле приведена в таблице N 1, конструкторской документацией могут быть предусмотрены иные значения.
Таблица N 1
Предельно допустимая погрешность измерений при измерительном контроле
| Диапазон измеряемой величины, мм | Предельно допустимая погрешность измерений, мм |
|---|---|
| До 0,5 мм включительно | ±0,1 |
| Свыше 0,5 до 1,0 включительно | ±0,2 |
| Свыше 1,0 до 1,5 включительно | ±0,3 |
| Свыше 1,5 до 2,5 включительно | ±0,4 |
| Свыше 2,5 до 4,0 включительно | ±0,5 |
| Свыше 4,0 до 6,0 включительно | ±0,6 |
| Свыше 6,0 до 10,0 включительно | ±0,8 |
| Свыше 10,0 | ±1,0 |
32. Для определения шероховатости и волнистости поверхности могут применять профилографы-профилометры, аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
33. Измерительные приборы и инструменты должны проходить метрологическую поверку и испытания в соответствии с законодательством Российской Федерации о стандартизации и единстве средств измерений.
IV. Выполнение визуального и измерительного контроля
34. Подготовка мест производства работ.
34.1. Визуальный и измерительный контроль рекомендуется выполнять на стационарных участках, которые могут быть оборудованы рабочими столами, стендами, роликоопорами и другими средствами, обеспечивающими удобство выполнения работ.
34.2. Для проведения визуального и измерительного контроля при монтаже, строительстве, ремонте, реконструкции, а также в процессе эксплуатации технических устройств, зданий и сооружений на месте производства работ рекомендуется обеспечить удобство подхода работников, выполняющих контроль, к месту производства контрольных работ, создать условия для безопасного производства работ, с использованием при необходимости лесов, ограждений, подмостков, люлек, передвижных вышек или других вспомогательных устройств, обеспечивающих оптимальный доступ (удобство работы) работника к контролируемой поверхности, а также возможность подключения ламп местного освещения напряжением 12 вольт.
34.3. Для обеспечения согласно требованиям федеральных норм и правил в области промышленной безопасности "Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах", утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 1 декабря 2020 г. N 478, выявляемости дефектов участки проведения контроля, особенно стационарные, рекомендуется располагать в наиболее освещенных местах, имеющих естественное освещение. Для создания оптимального контраста дефекта с фоном в зоне контроля следует использовать комбинированное освещение с применением дополнительного переносного источника света. При этом рекомендуется обеспечить достаточную для выявления дефектов освещенность контролируемых поверхностей не менее 500 люкс. При проведении прямого визуального контроля непосредственно органами зрения (без применения приборов и иных средств контроля) рекомендуется, чтобы освещенность поверхностей, прилегающих к зоне контроля, была не более чем в 3 раза меньше, чем освещённость в зоне контроля, а освещенность пола и других удаленных поверхностей - не более чем в 10 раз меньше, чем освещённость в зоне контроля с целью исключения резкого перепада освещенности, снижающего вероятность выявления дефектов, создающего необходимость переадаптации глаз к разному уровню яркости.
34.4. Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального и измерительного контроля рекомендуется выполнять в светлых тонах (белый, голубой, желтый, светло-зеленый, светло-серый) для увеличения контрастности контролируемых поверхностей деталей (сборочных единиц, изделий), повышения контрастной чувствительности глаза, снижения общего утомления персонала, выполняющего контроль.
34.5. Для выполнения контроля рекомендуется обеспечить достаточный обзор для глаз специалиста. Подлежащая контролю поверхность рассматривается под утлом не менее 30° к плоскости объекта контроля и с расстояния до 600 мм (рисунок 1). При этом наилучшим расстоянием от поверхности объекта контроля до глаз специалиста является 250-300 мм.

35. Подготовка к контролю.
35.1. Визуальный и измерительный контроль при эксплуатации (техническом диагностировании, освидетельствовании) оборудования, работающего под давлением, в соответствии с требованиями пунктов 330, 360, 382 федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением", утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 15 декабря 2020 г. N 536, осуществляют после прекращения работы указанного оборудования, сброса давления, охлаждения, дренажа, отключения от другого оборудования, если иное не предусмотрено действующей ПТД. При необходимости согласно требованиям пунктов 413, 414, 430 федеральных норм и правил в области промышленной безопасности "Правила промышленной безопасности при использовании оборудования, работающего под избыточным давлением", утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 15 декабря 2020 г. N 536, внутренние устройства удаляются, изоляционное покрытие и обмуровка, препятствующие контролю технического состояния материала и сварных соединений, частично или полностью снимаются в местах, указанных в программе технического диагностирования (освидетельствования).
35.2. Для достижения качества результатов, перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля рекомендуется зачищать до чистого металла от ржавчины, окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля (на контролируемых поверхностях возможно наличие цветов побежалости в случаях, когда это оговорено в ПТД). Зона зачистки, как правило, определяется НД на вид работ или на изготовление изделия. При отсутствии требований в НД рекомендованная зона зачистки деталей и сварных швов составляет:
при зачистке кромок деталей под все виды дуговой, газовой и контактной сварки - не менее 20 мм (но не менее толщины стенки) с наружной стороны и не менее 10 мм с внутренней стороны от кромок разделки детали;
при зачистке кромок деталей под электрошлаковую сварку - не менее 50 мм с каждой стороны сварного соединения;
при зачистке кромок деталей угловых соединений труб (например, вварка штуцера (патрубка) в коллектор, трубу или барабан) зачистке подлежат: поверхность вокруг отверстия в основной трубе (коллекторе, барабане) на расстояние 15-20 мм; поверхность отверстия под ввариваемую деталь - на всю глубину; поверхность привариваемого (патрубка) штуцера - на расстояние не менее 20 мм от кромки разделки;
при зачистке стального подкладного остающегося кольца (пластины) или расплавляемой проволочной вставки - вся наружная поверхность подкладного кольца (пластины) и все поверхности расплавляемой вставки.
При контроле окрашенных объектов краску с поверхности в зоне контроля можно не удалять, если это специально не оговорено в НД и поверхность объекта не вызывает подозрение на наличие трещин по результатам визуального контроля.
35.3. Очистку контролируемой поверхности рекомендуется осуществлять способом, указанным в соответствующих НД (например, промывка, механическая зачистка, протирка, обдув сжатым воздухом и др.). При этом рекомендуется контролировать, чтобы толщина стенки контролируемого изделия не уменьшалась за пределы минусовых допусков и не возникали недопустимые, согласно НД, дефекты (риски, царапины и другое).
При необходимости подготовку поверхностей рекомендуется проводить искробезопасным инструментом.
35.4. Шероховатость зачищенных под контроль поверхностей деталей, сварных соединений, а также поверхность разделки кромок деталей (сборочных единиц, изделий), подготовленных под сварку, рекомендуется не более Ra 12,5 (Rz 80).
35.5. Шероховатость поверхностей изделий и сварных соединений для проведения последующих методов (видов) неразрушающего контроля, как правило, зависит от метода (вида) контроля и рекомендуется не более:
а) Ra 3,2 (Rz 20) - при капиллярном контроле;
б) Ra 10 (Rz 63) - при магнитопорошковом контроле;
в) Ra 6,3 (Rz 40) - при ультразвуковом контроле.
36. Порядок визуального и измерительного контроля на стадии входного контроля.
36.1. Визуальный контроль материала (полуфабрикатов, заготовок, деталей) осуществляют с целью выявления участков металла с рисками, выходящими на поверхность трещинами, расслоениями, закатами, забоинами (вмятинами), рванинами, раковинами, пленами, шлаковыми включениями, волосовинами и другими дефектами, недопустимость которых регламентируется действующей НД, а также с целью подтверждения наличия и правильности маркировки.
Измерительный контроль полуфабрикатов, заготовок, деталей и изделий рекомендуется проводить с целью проверки их геометрических размеров и определения размеров поверхностных дефектов, выявленных при визуальном контроле.
36.2. Входной визуальный контроль сварных труб с прямолинейным или спиральным швом рекомендуется выполнять поступательно по участкам, равномерно распределенным по длине шва трубы, в объеме не менее 10% длины каждого шва. Задачей контроля является выявление поверхностных трещин, пор, шлаковых и металлических включений, прожогов, свищей, усадочных раковин, подрезов, грубой чешуйчатости шва, брызг расплавленного металла, непроваров, оплавлений металла в результате зажигания сварочной дуги и прочих дефектов.
Измерительный контроль сварных швов осуществляют на участках, проконтролированных визуально. Измерение размеров сварного шва выполняется на каждом участке, проконтролированном визуально, но не менее чем в трех сечениях по длине шва. Измерение размеров поверхностных дефектов выполняется в местах, отмеченных при визуальном контроле.
36.3. При входном контроле изделий, в том числе сварных, рекомендуется контролировать:
а) поверхности изделий снаружи и изнутри (при наличии доступа);
б) кромки элементов, подлежащие сварке;
в) сварные соединения.
Кромки литых деталей, поковок и штамповок, подлежащие сварке, рекомендуется подвергать визуальному контролю на участке шириной не менее 100 мм по всей длине.
Каждую кромку элементов изделий (деталей), имеющих наплавку, рекомендуется подвергать визуальному контролю по всему периметру. Рекомендуемая ширина зоны контроля составляет l + 20 мм, где l - ширина наплавки в мм.
Визуальному контролю рекомендуется подвергать не менее 10% длины сварных соединений, если другое не указано в НД, ПТД или ПКД.
Визуальный контроль материала, кромок свариваемых элементов и сварных швов, осуществляют с целью выявления коррозии на поверхности и поверхностных дефектов (трещин, расслоений, забоин, вмятин, раковин, пор, подрезов, грубой чешуйчатости, западаний между валиками шва, раковин, свищей, шлаковых включений и других несплошностей), вызванных технологией изготовления (условиями хранения) или транспортировкой, подтверждения наличия и правильности клеймения, а также соответствия формы (типа) разделки кромок, подлежащих сварке, требованиям рабочих чертежей и ТУ на изготовление (строительство).
Измерительный контроль осуществляют с целью измерения размеров сварных швов и поверхностных дефектов, выявленных при визуальном контроле, а также подтверждения соответствия основных размеров изделий (деталей, сборочных единиц) стандартам, ТУ и паспортам изделий. Измерительный контроль сварных швов рекомендуется осуществлять через один метр по длине каждого контролируемого шва, но не менее, чем в трех сечениях сварного шва.
36.4. Рекомендации по визуальному и измерительному контролю полуфабрикатов (труб, листов, поковок, штамповок) приведены в таблице N 2.
Визуальный и измерительный контроль геометрических размеров кромок деталей, сборочных единиц, а также сварных соединений осуществляют согласно рекомендациям, приведенным в пунктах 38 и 39 Руководства.
Таблица N 2
Рекомендации по визуальному и измерительному контролю полуфабрикатов
| Контролируемый параметр | Вид контроля | Рекомендации по контролю |
|---|---|---|
| 1 | 2 | 3 |
| 1. Наружный диаметр (Dн), внутренний диаметр (Dв) | Измерительный | Измерение Dн и Dв с обоих концов трубы. Измерение Dв производится при поставке труб по внутреннему диаметру |
| 2. Толщина листа, стенки трубы (Sн) | То же | Измерение Sн с обоих концов трубы не менее, чем в двух сечениях. Измерение Sн листа не менее, чем в двух сечениях (по длине, ширине) с каждой стороны листа |
| 3. Овальность трубы (а) | То же | Измерение размера "а" с обоих концов трубы |
| 4. Кривизна трубы (б) | То же | Измерение кривизны на участке 1 м в двух сечениях по длине |
| 5. Длина трубы, листа (L) | То же | Измерение не менее 3 труб (листов) из партии |
| 6. Ширина листа (В) | То же | Измерение не менее 3 листов от партии |
| 7. Трещины, плены, рванины, закаты, раковины, расслоения и другие дефекты | Визуальный | Осмотр наружной поверхности невооруженным глазом; осмотр внутренней поверхности труб невооруженным глазом (при наличии доступа) и с помощью перископа, эндоскопа и пр. Разрешается вырезка контрольных образцов длиной 200 мм в количестве не менее 2 штук и их осмотр после разрезки |
| Примечания: 1. Контролю по пунктам 1-4 подлежат не менее 50% труб (листов) от партии. 2. Контролю по пункту 7 подлежит не менее 10% длины каждой трубы (площади поверхности листа). | ||
36.5. Визуальный и измерительный контроль качества материала полуфабрикатов, заготовок, деталей и изделий рекомендуется проводить по предварительно разработанной программе (плану, инструкции) входного контроля (приложение N 3). В программе (плане, инструкции) указываются контролируемые параметры и способы их контроля. Объемы контроля контролируемых параметров выбираются согласно стандартам, ТУ, НД или ПТД, а в случае отсутствия требований (рекомендаций) к объемам контроля в этих документах - согласно рекомендуемым объемам контроля, приведённым в пунктах 36-41 Руководства.
37. Рекомендации по выполнению визуального и измерительного контроля подготовки и сборки деталей под сварку.
37.1. При подготовке деталей под сварку рекомендуется контролировать:
а) наличие маркировки и/или документации, подтверждающей приемку полуфабрикатов, деталей, сборочных единиц и изделий при входном контроле;
б) наличие маркировки изготовителя материала на деталях, подготовленных под сварку;
в) наличие удаления механическим путем зоны термического влияния в месте термической (огневой) резки заготовок (необходимость указывается в конструкторской или технологической документации);
г) геометрическую форму обработанных кромок, в том числе при подготовке деталей с различной номинальной толщиной стенки;
д) геометрическую форму обработанных внутренних поверхностей кольцевых деталей;
е) форму подкладных пластин (колец) и расплавляемых вставок;
ж) наличие заварки разъема подкладной пластины (кольца), качество шва заварки подкладной пластины (кольца), а также наличие зачистки шва заварки разъема подкладной пластины (кольца);
з) чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, влаги, масла и тому подобного), подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также подлежащих неразрушающему контролю участков материала.
37.2. При сборке деталей под сварку визуально рекомендуется контролировать:
а) правильность фиксации свариваемых деталей по отношению друг к другу в соответствии с чертежами или инструкциями.
б) правильность установки подкладных пластин (колец);
в) правильность установки временных технологических креплений;
г) правильность сборки и крепления деталей в сборочных приспособлениях;
д) правильность расположения, количество прихваток и их качество;
е) правильность установки приспособлений для поддува защитного газа;
ж) правильность нанесения активирующего флюса и защитной флюс-пасты;
з) наличие защитного покрытия от брызг расплавленного металла на поверхности деталей из аустенитных сталей, свариваемых ручной дуговой и полуавтоматической (автоматической) сваркой плавящимся электродом в среде защитного газа;
и) чистоту кромок и прилегающих к ним поверхностей деталей.
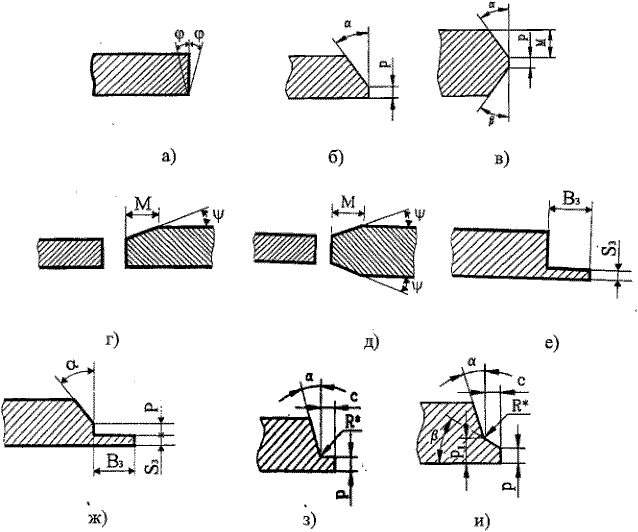
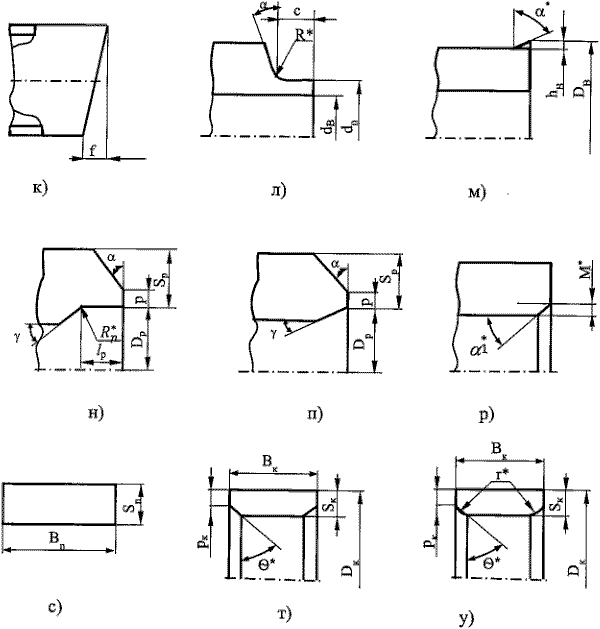
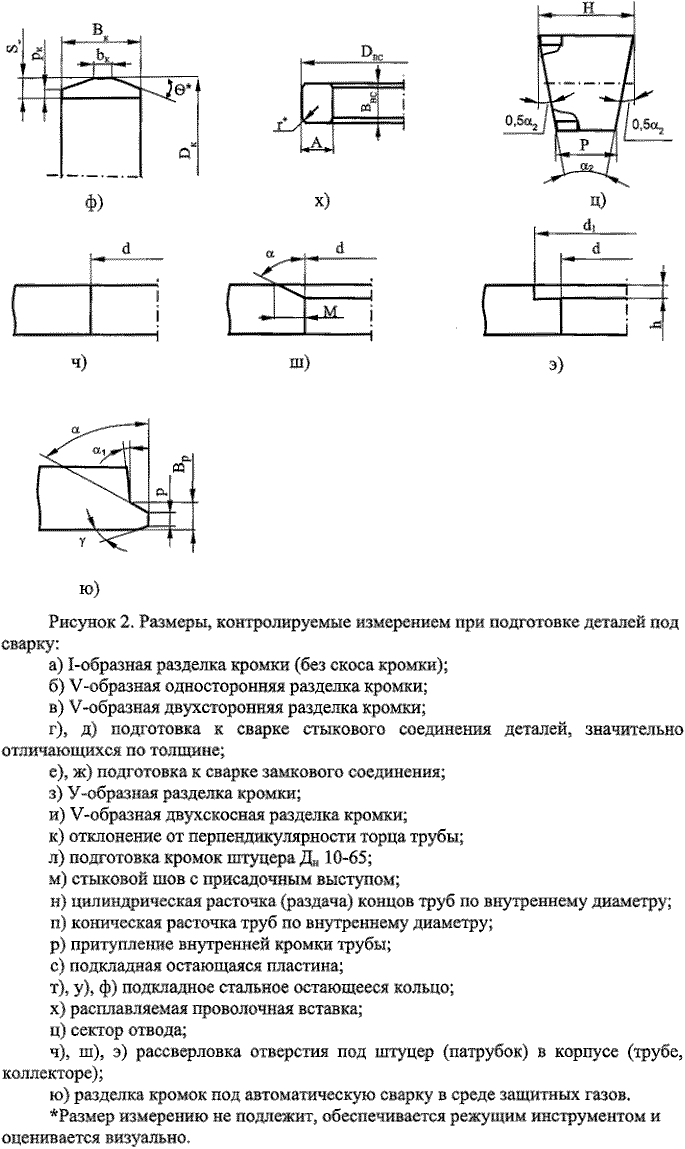
37.3. Измерительный контроль при подготовке деталей под сварку (рисунок 2) рекомендуется осуществлять для проверки:
а) размеров разделки кромок (углы скоса кромок, толщина и ширина притупления кромок разделки);
Радиусы скругления размером до 1,0 мм в местах перехода поверхностей разделки, а также размер скоса внутренней кромки, выполняемый для улучшения условий выявления непровара в корне шва при радиографическом контроле, измерению не подлежат.
б) размеров (диаметр, длина, угол выхода резца) расточки (раздачи) концов труб по внутреннему диаметру;
в) размеров подкладных пластин (колец) и расплавляемых вставок (ширина, толщина, углы скоса, диаметр);
г) размеров элементов секторных отводов;
д) перпендикулярности торцов подготовленных под сварку цилиндрических деталей к их образующим;
е) минимальной фактической толщины стенки цилиндрической детали после расточки по внутреннему диаметру;
ж) размеров отверстий под штуцеры (патрубки) и обработки кромок в трубе (коллекторе, корпусе);
з) толщины и ширины подкладки в замковом соединении;
и) ширины зоны механической зачистки наружной и внутренней поверхностей деталей и шероховатости поверхностей кромок и прилегающих поверхностей деталей, в том числе места зачистки шва разъема остающейся подкладной пластины (кольца).
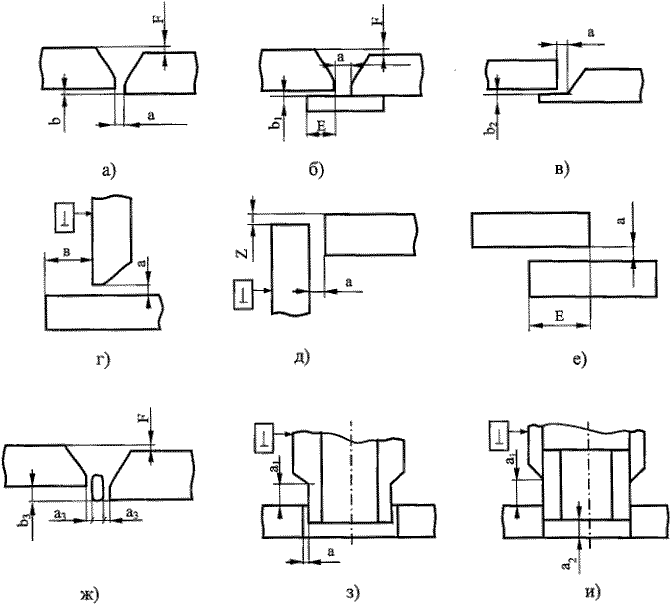
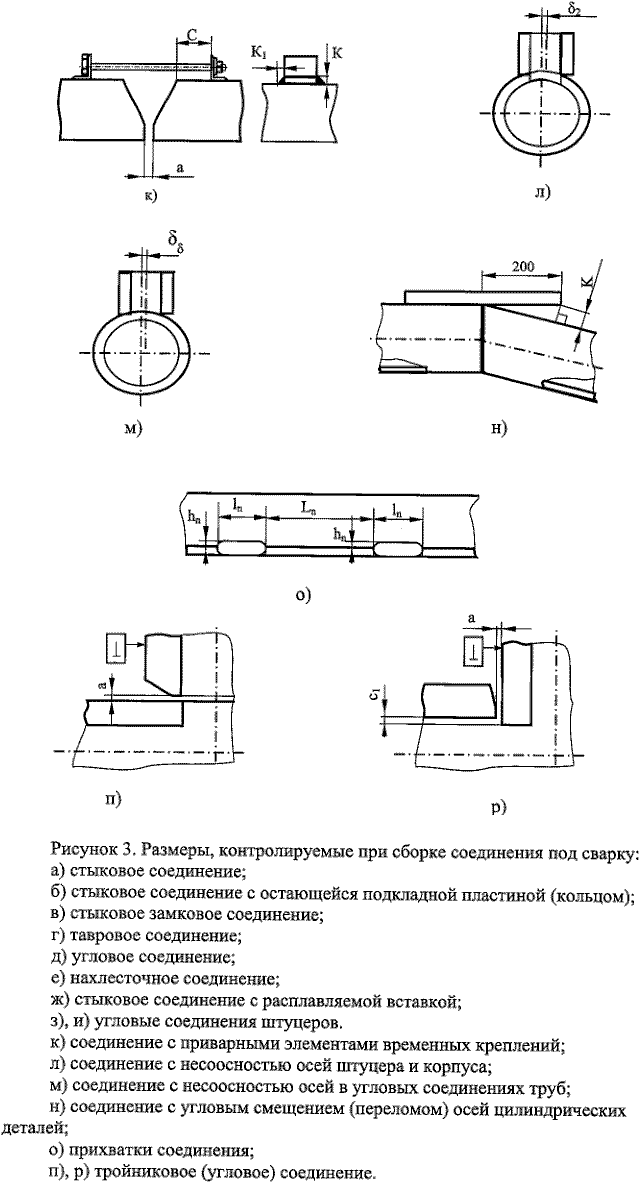
37.4. Измерительный контроль соединений, собранных под сварку (рисунок 3), как правило, включает проверку:
а) размеров швов приварки временных технологических креплений;
б) расстояния технологического крепления от кромки разделки и расположения креплений по длине (периметру) соединения (при необходимости в случае, если в технической документации оговорено расстояние между соседними креплениями);
в) величины зазора в соединении, в том числе между деталью и подкладной пластиной (кольцом);
г) размера линейного смещения кромок (внутренних и наружных) собранных деталей;
д) размера перекрытия деталей в нахлесточном соединении;
е) размеров (длина, высота) прихваток и их расположение по длине (периметру) соединения (при необходимости в случае, если это оговорено в технической документации, также расстояния между соседними прихватками);
ж) размера зазора в замке расплавляемой проволочной вставки;
з) размера углового смещения (перелома) осей цилиндрических деталей трубы и плоскостей плоских деталей (листов);
и) размера несоосности осей штуцера и отверстия в корпусе (трубе);
к) размера несовпадения (отклонения) осей в угловых соединениях труб;
л) размеров ширины зоны нанесения защитного покрытия на поверхностях деталей;
м) геометрических (линейных) размеров узла, собранного под сварку (в случаях, оговоренных ПКД).
37.5. Рекомендуется не менее 20% деталей и соединений из числа представленных к приемке подвергать визуальному и измерительному контролю подготовки и сборки деталей под сварку.
Объем выборочного контроля качества подготовки и сборки деталей под сварку может быть уточнен в зависимости от требований (рекомендаций) НД, ПТД и ПКД или по требованию Заказчика.
При выявлении отклонений от требований рабочих чертежей и/или ПТД, которые могут привести к ухудшению качества сварных соединений, объем выборочного контроля рекомендуется увеличить вдвое для группы однотипных деталей (соединений). Если при дополнительном контроле вторично будут выявлены отклонения от требований конструкторской документации и/или ПТД, то объем контроля для группы деталей, подготовленных к приемке, рекомендуется увеличить до 100%.
37.6. Визуальный контроль удаления материала, подвергнутого термическому влиянию во время резки термическими способами (газовая, воздушнодуговая, газофлюсовая, плазменная и другие), рекомендуется проводить на каждой детали, подвергавшейся резке.
Рекомендуется, чтобы на кромках разделки отсутствовали следы резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следы разметки (кернение), нанесенной на наружной поверхности деталей после резки.
37.7. Рекомендации по выполнению измерительного контроля при подготовке деталей под сборку приведены в таблице N 3, а при сборке соединений под сварку - в таблице N 4.
Таблица N 3
Рекомендации по выполнению измерительного контроля при подготовке деталей под сборку
| Контролируемый параметр | Условное обозначение параметра | Номер рисунка | Средства измерений. Рекомендации по измерениям |
|---|---|---|---|
| 1 | 2 | 3 | 4 |
| 1. Перпендикулярность кромки | ? | 2а | Угломер или шаблон универсальный. Измерение в одном месте |
| 2. Угол скоса кромки | ?, ?, ?1 | 2б, в, ж, з, и, л, м, н, п, р, ш, ю | Угломер или шаблон универсальный. Измерение в одном месте |
| 3. Притупление кромки | р, р1 | 2б, в, ж, з, и, н, п, ю | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) труб; измерения не менее чем в трех точках по длине в соединениях листов |
| 4. Глубина скоса кромки | М | 2в, г, д, ш | Размер справочный, измерению не подлежит |
| 5. Ширина подкладки в замковом соединении | В3 | 2е, ж | Штангенциркуль, линейка. Измерения не менее чем в трех точках по длине |
| 6. Толщина подкладки в замковом соединении | S3 | 2е, ж | Штангенциркуль, линейка. Измерения не менее чем в трех точках по длине |
| 7. Угол скоса поверхности соединяемого элемента | ? | 2г, д | Угломер или шаблон универсальный. Измерение в одном месте |
| 8. Ширина расточки | с | 2з, и, л, | Штангенциркуль |
| 9. Отклонение торца разделки (трубы) от перпендикуляра к образующей трубы | f | 2к | Угольник и щуп (отвес и линейка или щуп). Измерения не менее чем в трех сечениях в зоне максимального смещения |
| 10. Высота присадочного выступа | hв | 2м | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
| 11. Длина расточки (раздачи) труб по внутреннему диаметру | lр | 2н | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
| 12. Угол выхода резца (калибра) | ? | 2н, п, ю | Шаблон универсальный или угломер, измерение в одном месте |
| 13. Диаметр расточки | Dр | 2н, п | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
| 14. Номинальная толщина стенки в месте расточки | Sp | 2н, п | Штангенциркуль. Измерения не менее чем в трех точках равномерно по толщине |
| 15. Ширина подкладной пластины | Вп | 2с | Штангенциркуль. Измерения не менее чем в трех точках по длине |
| 16. Толщина подкладной пластины | Sп | 2с | Штангенциркуль. Измерения не менее чем в трех точках по длине |
| 17. Ширина подкладного кольца | Вк | 2т, у, ф | Штангенциркуль. Измерения не менее чем в трех точках по длине (периметру) |
| 18. Толщина подкладного кольца | Sк | 2т, у, ф | Штангенциркуль. Измерения не менее чем в трех точках по длине (периметру) |
| 19. Притупление подкладного кольца | рк | 2т, у, ф | Штангенциркуль. Измерения не менее чем в трех точках по длине (периметру) |
| 20. Диаметр кольца (вставки) | Dк, Dвс | 2ф, х | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
| 21. Толщина расплавляемого кольца (вставки) | А | 2х | Штангенциркуль, Измерения не менее чем в трех точках равномерно по периметру |
| 22. Ширина расплавляемого кольца (вставки) | Ввс | 2х | Штангенциркуль. Измерения не менее чем в трех точках равномерно по периметру |
| 23. Длина сектора отвода (сварного) по наружной образующей | Н | 2ц | Линейка. Измерение детали в зоне максимального размера |
| 24. Длина сектора отвода (сварного) по внутренней образующей | Р | 2ц | Линейка. Измерение детали в зоне минимального размера |
| 25. Угол наклона кромки сектора отвода (сварного) | ?2 | 2ц | Линейка и угломер или шаблон универсальный |
| 26. Диаметр отверстия в корпусе (трубе) | d | 2ч, ш, э | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
| 27. Диаметр расточки в корпусе (трубе) | d1 | 2э | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
| 28. Шероховатость зачищенных поверхностей | Ra(Rz) | Профилограф-профилометр, образцы шероховатости (сравнения), измерительные датчики ДШВ. Контролируют поверхности, указанные в пункте 35.5 | |
| 29. Расстояние до точки изменения углов разделки кромок | Вр | 2ю | Штангенциркуль |
| 30. Ширина кольца | Вк | 2т, у, ф | Штангенциркуль |
| 31. Размер контактной площадки | bк | 2ф | Штангенциркуль |
| 32. Глубина расточки | h | 2э | Штангенциркуль. Измерения в двух взаимно перпендикулярных сечениях (4 точки) |
Допускаются другие способы и средства измерений, обеспечивающие требуемую ПТД точность измерения параметров подготовки деталей под сборку к сварке.
Таблица N 4
Рекомендации по выполнению измерительного контроля при сборке деталей под сварку
| Контролируемый параметр | Условное обозначение | Номер рисунка | Средства измерений. Рекомендации по измерениям. |
|---|---|---|---|
| 1 | 2 | 3 | 4 |
| 1. Зазор в соединении | а | 3а, б, в, г, д, е, з, к, п, р | Щуп, шаблон универсальный. Измерение согласно пункту 37.8 |
| 2. Специальный зазор | a1 | 3з, и | Щуп. Измерение согласно пункту 37.8 |
| 3. Линейное смещение кромок деталей с внутренней стороны соединения | b | За | Линейка и щуп. Измерение согласно пункту 37.8 |
| 4. Линейное смещение кромок (деталей с наружной стороны соединения | F | 3а, б | Линейка и щуп. Измерение согласно пункту 37.8 |
| 5. Зазор между подкладной пластиной (кольцом) и внутренней поверхностью детали; | b1 | 3б | Шаблон универсальный или специальный. Измерения не менее чем в трех точках по длине (периметру) соединения. |
| 6. Зазор между нижней поверхностью верхней детали и верхней поверхностью нижней детали в замковом соединении | b2 | 3в | Шаблон универсальный или специальный. Измерения не менее чем в трех точках по длине (периметру) соединения. |
| 7. Расстояние от края отверстия | В | 3г | Линейка. Измерение не менее чем в двух точках по длине |
| 8. Смещение привариваемого элемента в угловом соединении | Z | 3д | Штангенциркуль, линейка. Измерение не менее чем в трех точках по длине. |
| 9. Размер перекрытия деталей в нахлестанном соединении | Е | 3б, е | Линейка. Измерение не менее чем в двух точках по длине |
| 10. Несимметричность штуцера | ?2 | 3л | Линейка. Измерения не менее чем в двух точках по длине |
| 11. Смещение проволочной вставки с внутренней стороны | b3 | 3ж | Штангенциркуль, шаблон или щуп. Измерение выполняется после прихватки вставки к кромке разделки одной из деталей |
| 12. Зазор в замке расплавляемого кольца (вставки) | а3 | 3ж | Шаблон универсальный или щуп. Измерение выполняется после прихватки вставки к одной из деталей |
| 13. Несимметричность углового соединения труб | ?? | 3м | Контрольный стенд специальный. Измерение согласно пункту 37.13 |
| 14. Расстояние от приваренного элемента крепления до кромки разделки | С | Зк | Линейка. Измерению подлежит каждый элемент крепления |
| 15. Катет шва приварки элемента крепления | к, к1 | Зк | Линейка и щуп, штангенциркуль, шаблон. Измерению подлежит каждый шов |
| 16. Угловое смещение (перелом) осей цилиндрических элементов и угловое смещение поверхностей листов | К | 3н | Линейка (L = 400 мм) и щуп. Измерение согласно пункту 37.12 |
| 17. Длина прихватки | lп | 3о | Линейка и штангенциркуль. Измерение каждой прихватки |
| 18. Высота прихватки | hп | 3о | Штангенциркуль. Измерение каждой прихватки |
| 19. Расстояние между прихватками | Lп | 3о | Линейка. Измерение расстояния между прихватками соединения выполняется в случаях, когда расстояние между прихватками регламентируется технической документацией |
| 20. Глубина проникновения штуцера во внутреннюю полость | с1 | 3р | Шаблон специальный |
| 21. Смещение кромок деталей с внутренней стороны соединения | F | 3ж | Линейка и щуп Измерение согласно пункту 37.8 |
| 22. Глубина расположения втулки | а2 | 3и | Щуп, штангенциркуль |
Допускаются другие способы и средства измерений, обеспечивающие соответствие ПТД по точности измерения параметров подготовки деталей под сварку.
37.8. Измерительный контроль величины зазора в соединении, величины смещения кромок и перелома плоскостей в соединениях рекомендуется выполнять не реже, чем через один метр по длине шва, но не менее чем в трех сечениях, равномерно расположенных по длине шва, если в НД и ПТД не указаны другие требования (рекомендации). При невозможности (отсутствие доступа) контроля смещения кромок с внутренней стороны соединения оценку возможного (рисунок 3а, б) или по смещению притупления "усов" V-образной разделки - размер р (рисунок 2б, в, ж).
37.9. Измерения, в первую очередь, рекомендуется выполнять на тех участках, которые вызывают сомнение по результатам визуального контроля.
37.10. Визуальному контролю рекомендуется подвергать каждую прихватку в соединении, а измерительному контролю прихватки, размеры которых вызывают сомнения по результатам визуального контроля.
37.11. Измерения швов приварки временных технологических креплений и расстояния от приварного элемента крепления до кромки разделки выполняют в одном месте каждого крепления.
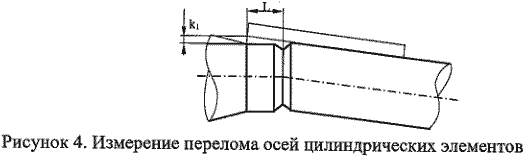
37.12. Угловое смещение (перелом) осей, собранных под сварку кольцевых соединений цилиндрических элементов, измеряется в 2-3 сечениях (в зоне максимального излома, выявленного при визуальном контроле) на расстоянии 200 мм от центра соединения. При отсутствии прямолинейного участка детали длиной 200 мм рекомендуется измерение размера проводить на участке меньшей длины с последующим пересчетом к длине 200 мм по формуле:
 (1)
(1)
где:
k1 и L - размер углового смещения (перелома) осей и расстояние от соединения, на котором выполнено измерение, приведенное на рисунке 4. В случае, когда измерения по данной методике не обеспечивают требуемой точности, измерения рекомендуется проводить по специальной методике.
37.13. Несимметричность в поперечном сечении штуцера привариваемой трубы в угловом соединении рекомендуется определять путем выполнения не менее двух измерений в одном сечении. Рекомендуется выполнять измерительный контроль несимметричности отверстия под штуцер привариваемой трубы в угловом соединении на стадии контроля подготовки деталей под сварку.
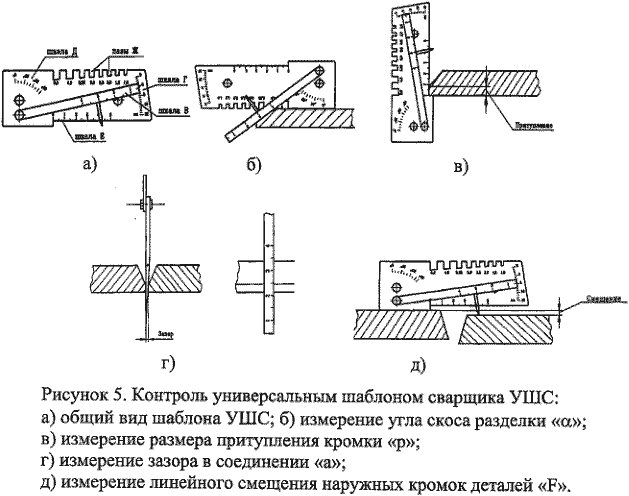
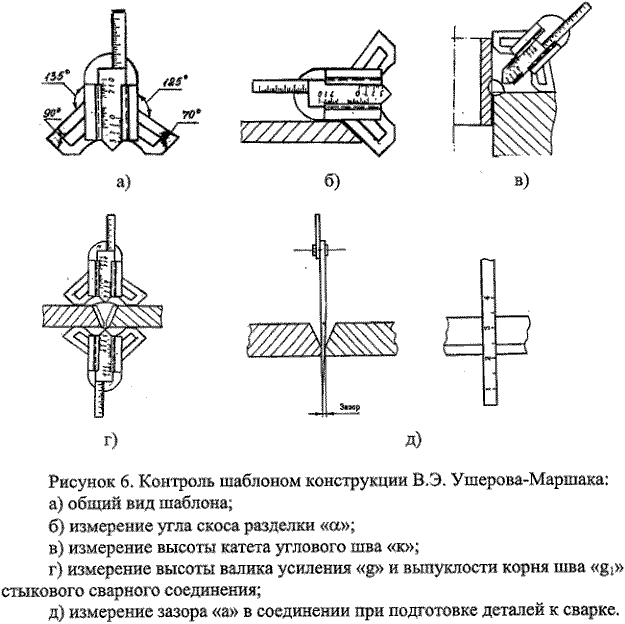
Схемы измерения отдельных размеров подготовки деталей под сборку и сборки соединений под сварку с помощью шаблона универсального типа УШС приведены на рисунке 5. Также могут применяться шаблоны конструкций В.Э. Ушерова-Маршака, А.И. Красовского, представленные на рисунках 6 и 7, а также другие способы и средства измерений, обеспечивающие соответствие ПТД по точности измерения параметров подготовки деталей под сварку.

38. Рекомендации по выполнению визуального и измерительного контроля сварных соединений (наплавок).
38.1. Визуальный и измерительный контроль сварных соединений (наплавок) рекомендуется осуществлять при производстве сварочных (наплавочных) работ и на стадии приемо-сдаточного контроля готовых сварных соединений. В случае если контролируется многослойное сварное соединение, визуальный контроль и регистрацию его результатов рекомендуется проводить после выполнения каждого слоя (послойный визуальный контроль в процессе сварки).
Послойный визуальный контроль в процессе сварки рекомендуется осуществлять в случае невозможности проведения ультразвукового или радиационного контроля, а также по требованию заказчика или в соответствии с ПТД.
38.2. При проведении визуального контроля во время сварки рекомендуется удостовериться в том, что:
а) каждый валик или слой металла сварного шва зачищен перед выполнением следующего прохода, особое внимание рекомендуется обращать на переходы от наплавленного металла к основному металлу;
б) отсутствуют видимые дефекты, например: трещины или раковины; если обнаруживаются дефекты, о них следует сообщить, чтобы до наплавки следующего валика было предпринято корректирующее действие;
в) переходы между сварочными валиками и между сварным швом и основным металлом таковы, что при выполнении следующего прохода будет обеспечено необходимое сплавление;
г) глубина и форма разделки соответствуют ПТД или первоначальной разделке при полном удалении подлежащего исправлению сварного шва;
д) сварной шов соответствует первоначальным требованиям ПТД после любых необходимых исправлений/корректирующего действия.
38.3. Послойный визуальный контроль в процессе сварки рекомендуется осуществлять с целью выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, грубой чешуйчатости, западаний между валиками и других) в каждом слое (валике) шва. Выявленные при контроле дефекты исправляются перед началом сварки последующего слоя (валика) шва. По требованию заказчика или в соответствии с ПТД сварные соединения, выполненные с послойным визуальным контролем, дополнительно контролируются капиллярной или магнитопорошковой дефектоскопией на доступных участках.
38.4. В выполненном сварном соединении, как правило, визуально контролируют:
а) соответствие выполненного сварного соединения ПТД, документам по стандартизации продукции или приемочным требованиям;
б) полноту удаления шлака вручную или механическим способом во избежание сокрытия дефектов;
в) отсутствие отпечатков от применения ручного инструмента;
г) предотвращение чрезмерного нагрева соединения при шлифовании, отсутствие следов шлифования, обеспечение равномерности формы сварного шва, если предъявляются требования к его отделке;
д) плавность сопряжения шва с основным металлом в подвергаемых отделке угловых и стыковых сварных швах;
е) отсутствие (наличие) поверхностных трещин всех видов и направлений;
ж) отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, скоплений пор и включений, отслоений, прожогов, свищей, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости, мест касания сварочной дугой поверхности основного материала и других);
з) качество зачистки металла в местах приварки временных технологических креплений, гребенок индуктора и бобышек крепления термоэлектрических преобразователей (термопар), а также отсутствие поверхностных дефектов в местах зачистки;
и) качество зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий контроль неразрушающими методами, видами (в случае, если такой контроль предусмотрен ПТД);
к) наличие маркировки (клеймения) шва и правильность ее выполнения.
л) отсутствие непроваров (за исключением конструктивных непроваров) с наружной и внутренней стороны шва;
м) отсутствие угловых смещений (переломов) осей сваренных цилиндрических элементов.
38.5. Рекомендации по выполнению измерительного контроля сварных швов приведены на рисунке 8 и в таблице N 5.
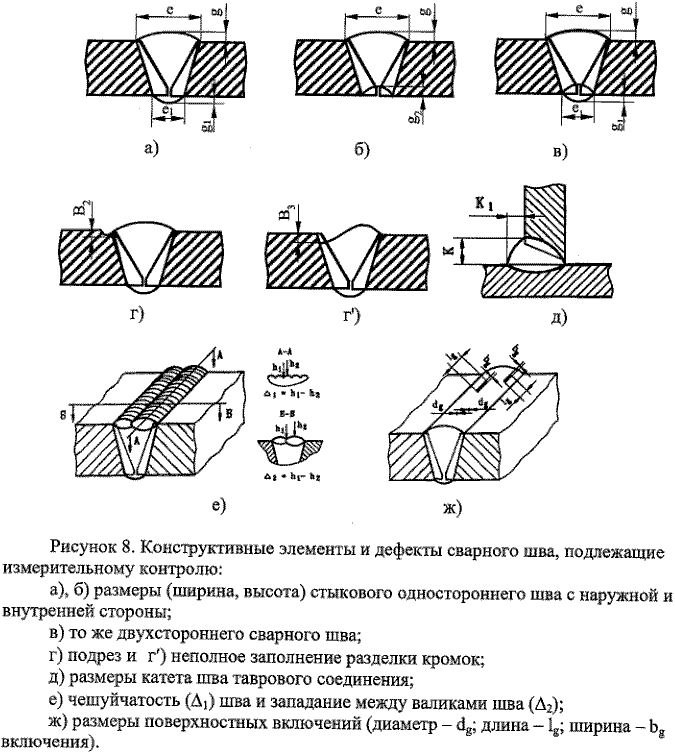
Таблица N 5
Рекомендации к измерениям сварных швов
| Контролируемый параметр | Условное обозначение (рис. 8) | Номер рисунка | Средства измерений. Рекомендации по измерениям |
|---|---|---|---|
| 1 | 2 | 3 | 4 |
| 1. Ширина шва | е, e1 | 8а, б, в | Штангенциркуль или шаблон. Измерение согласно пункту 38.5 |
| 2. Высота шва | g | 8а, б, в | Штангенциркуль или шаблон. Измерение согласно пункту 38.5 |
| 3. Выпуклость обратной стороны шва | g1 | 8а, в | Штангенциркуль или шаблон. Измерение согласно пункту 38.5 |
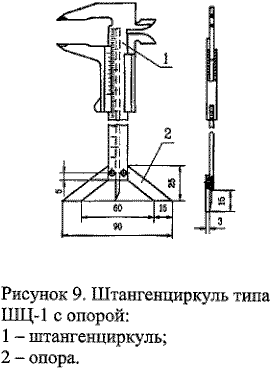
| 4. Вогнутость обратной стороны шва | g2 | 8б | Штангенциркуль, в том числе модернизированный (рисунок 9). Измерения в 2-3 местах в зоне максимальной величины |
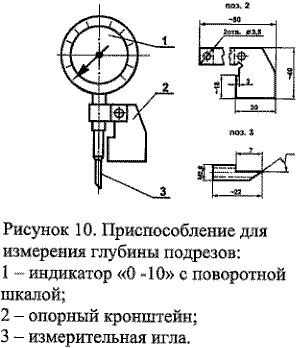
| 5. Глубина подреза | В2 | 8г | Приспособление для измерения глубины подрезов (рисунок 10). Штангенциркуль, в том числе модернизированный (рисунок 9) |
| 6. Глубина неполного заполнения разделки | В3 | 8г′ | Приспособление для измерения глубины подрезов (рисунок 10). Штангенциркуль, в том числе модернизированный (рисунок 9) |
| 7. Катет углового шва | К, К1 | 8д | Шаблон. Измерение согласно пункту 38.5 |
| 8. Чешуйчатость шва | ?1 | 8е | Штангенциркуль, в том числе модернизированный (рисунок 9). Измерения не менее чем в 4 точках по длине шва |
| 9. Глубина западаний между валиками | ?2 | 8е | Штангенциркуль, в том числе модернизированный (рисунок 9). Измерения не менее чем в 4 точках по длине шва |
| 10. Размеры (диаметр, длина, ширина) одиночных несплошностей | dg, lg, bg | 8ж | Лупа измерительная. Измерению подлежит каждая несплошность |
38.6. Измерительный контроль геометрических размеров сварного соединения (конструктивных элементов сварных швов, геометрического положения осей или поверхностей сваренных деталей, углублений между валиками и чешуйчатости поверхности шва, выпуклости и вогнутости корня односторонних швов и так далее) осуществляют в местах, указанных в рабочих чертежах, НД, ПТД или ПКД, а также в местах, где допустимость указанных показателей вызывает сомнения по результатам визуального контроля.
При контроле стыковых сварных соединений труб наружным диаметром до 89 мм включительно с числом однотипных соединений более 50 на одном изделии рекомендуется определение размеров шва выполнять на 10-20% соединений в одном-двух сечениях при условии, что при визуальном контроле, которому подвергают все соединения, нет сомнений в части отклонения размеров (ширина, высота) шва от допуска.
38.7. При измерительном контроле наплавленного антикоррозионного покрытия его толщину на цилиндрических поверхностях рекомендуется измерять не менее чем через 0,5 м в осевом направлении и через каждые 60° по окружности при ручной наплавке и 90° при автоматической наплавке.
На плоских и сферических поверхностях рекомендуется проводить не менее одного измерения на каждом участке размером до 0,5х0,5 м при автоматической наплавке.
38.8. При контроле угловых швов сварных соединений катеты сварного шва рекомендуется измерять с помощью специальных шаблонов, пример специальных шаблонов приведен на рисунке 11. Определение размеров высоты, выпуклости и вогнутости углового шва рекомендуется выполнять расчетным путем и только в тех случаях, когда это предусмотрено конструкторской документацией. Измерение выпуклости, вогнутости и высоты углового шва проводится, как правило, с помощью шаблонов, например, шаблоном В.Э. Ушерова-Маршака, приведенным на рисунке 6.
38.9. Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, рекомендуется осуществлять относительно валика, имеющего меньшую высоту. Аналогично определяют и глубину чешуйчатости валика (по меньшей высоте двух соседних чешуек).
38.10. Измерительный контроль сварных соединений и наплавок (высота и ширина сварного шва, толщина наплавки, размеры катетов угловых швов, западания между валиками, чешуйчатость шва, выпуклость и вогнутость корневого шва, величину перелома осей соединяемых цилиндрических элементов, форму и размеры грата и так далее), отображенный на рисунке 8 и указанный в подпунктах 38.6, 38.9, осуществляют на участках шва, где допустимость этих показателей вызывает сомнение по результатам визуального контроля, если в НД и ПТД не содержится других указаний.
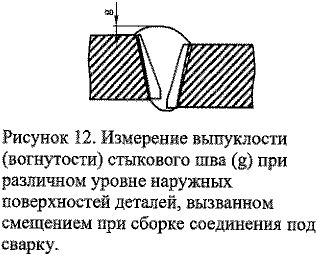
38.11. Выпуклость (вогнутость) стыкового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от уровня расположения наружной поверхности деталей. В том случае, когда уровни поверхностей деталей одного типоразмера (диаметр, толщина) отличаются друг от друга, измерения рекомендуется проводить относительно уровня поверхности детали, расположенной выше уровня поверхности другой детали, схема измерения приведена на рисунке 12.
38.12. В том случае, когда выполняется сварка деталей с различной толщиной стенки и уровень поверхности одной детали превышает уровень поверхности второй детали, оценку выпуклости (вогнутости) поверхности шва выполняют относительно линии, соединяющей края поверхности шва в одном сечении (рисунок 13).
38.13. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении, схема измерения приведена на рисунке 14.
38.14. Размеры выпуклости (вогнутости) стыкового (рисунок 13) и углового (рисунок 14) швов рекомендуется определять шаблонами, например, конструкции В.Э. Ушерова-Маршака или специально для этой цели предназначенными специализированными шаблонами.
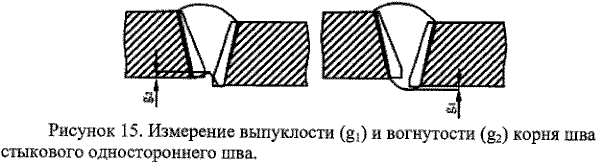
38.15. Выпуклость (вогнутость) корня шва рекомендуется оценивать по максимальной высоте (глубине) расположения поверхности корня шва от уровня расположения внутренних поверхностей сваренных деталей.
В том случае, когда уровни внутренних поверхностей разные, измерения выпуклости (вогнутости) корня шва рекомендуется проводить согласно рисунку 15.
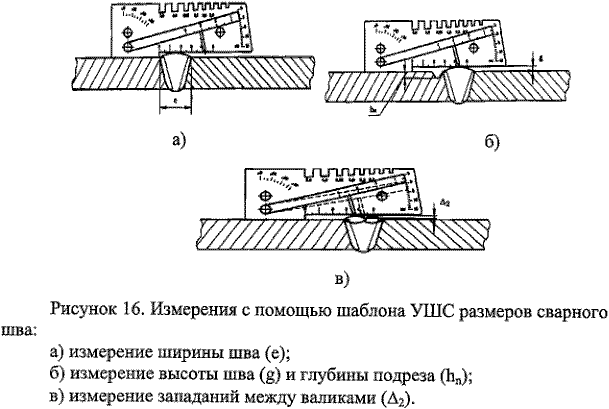
38.16. Измерения отдельных размеров и дефектов сварного соединения с помощью универсального шаблона типа УШС приведены на рисунке 16. Измерения рекомендуется проводить при условии соблюдения предельно допустимой погрешности измерений согласно таблице N 1 Руководства.
38.17. Измерения чешуйчатости и западаний между валиками шва, глубины и высоты углублений (выпуклостей) в сварном шве и металле рекомендуется определять по слепку, снятому с контролируемого участка с применением пластилина, воска, гипса и других материалов. Измерения рекомендуется проводить с помощью измерительной лупы или на микроскопе после разрезки слепка механическим путем.
38.18. Измерения перелома осей цилиндрических элементов и углового смещения плоскостей деталей, а также несимметричности штуцера (привариваемой трубы в угловом соединении труб) рекомендуется выполнять с учетом пункта 49.8 и пункта 49.9 Руководства.



39. Рекомендации по выполнению визуального и измерительного контроля сварных конструкций (узлов, элементов).
39.1. Визуальный контроль сварных конструкций (узлов, элементов), как правило, состоит из проверки:
а) отклонений по взаимному расположению элементов сварной конструкции;
б) наличия маркировки сварных соединений;
в) наличия маркировки сварных конструкций (узлов);
г) отсутствия поверхностных повреждений материала, вызванных отклонениями в технологии изготовления, транспортировкой и условиями хранения;
д) отсутствия неудаленных приварных элементов (технологического крепления, выводных планок, гребенок, бобышек и других).
39.2. Измерительный контроль гнутых колен труб, как правило, состоит из проверки:
а) отклонения от круглой формы (овальность) в любом сечении гнутых труб (колен);
б) толщины стенки в растянутой части гнутого участка трубы (рекомендуется проводить толщиномерами);
в) радиуса гнутого участка трубы (колена);
г) высоты волнистости (гофры) на внутреннем обводе гнутой трубы (колена);
д) неровностей (плавных) на внешнем обводе (в случаях, установленных НД);
е) предельных отклонений габаритных размеров;
ж) измерительный контроль тройников и коллекторов с вытянутой горловиной предусматривает проверку:
- эксцентриситета оси горловины относительно оси корпуса;
- радиусов перехода наружной и внутренней поверхностей горловины к корпусу;
- размеров местных углублений от инструмента на внутренней поверхности тройника, вызванных применяемым инструментом;
- уменьшения диаметра корпуса вследствие утяжки металла при высадке (вытяжке) горловины;
- угла конуса на наружной поверхности патрубка;
- местного утолщения стенки горловины, овальности прямых участков корпуса тройника по наружному диаметру в месте разъема штампа;
- кольцевого шва присоединения переходного кольца.
39.3. Измерительный контроль переходов, изготовленных методами подкатки (последовательного обжима), осадки в торец и вальцовкой листовой стали с последующей сваркой состоит из проверки:
а) размеров углублений и рисок на внутренней поверхности обжатого конца, носящих характер ужимин;
б) утолщения стенки на конической части перехода;
в) формы и размеров шва, отсутствия недопустимых поверхностных дефектов.
39.4. Измерительный контроль сварных изделий (деталей) - тройников, фланцевых соединений, секторных отводов, коллекторов, трубных блоков, как правило, состоит из проверки:
а) размеров перекосов осей цилиндрических элементов;
б) прямолинейности образующей изделия;
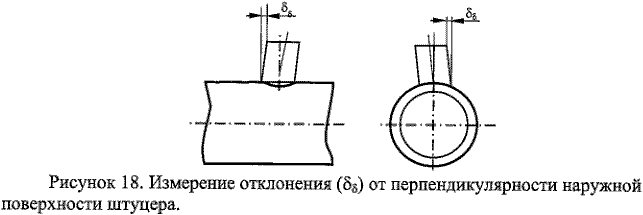
в) отклонения штуцера (привариваемой трубы, патрубка) от перпендикулярности относительно корпуса (трубы, листа), в который вваривается штуцер (труба, патрубок);
г) отклонения осей концевых участков сварных секторных отводов;
д) кривизны (прогиба) корпуса (трубы) сварных угловых соединений труб (вварка трубы, штуцера);
е) отклонения размеров, определяющих расположение штуцеров в блоках;
ж) отклонения оси прямых блоков от проектного положения;
з) отклонения габаритных размеров сварных деталей и блоков.
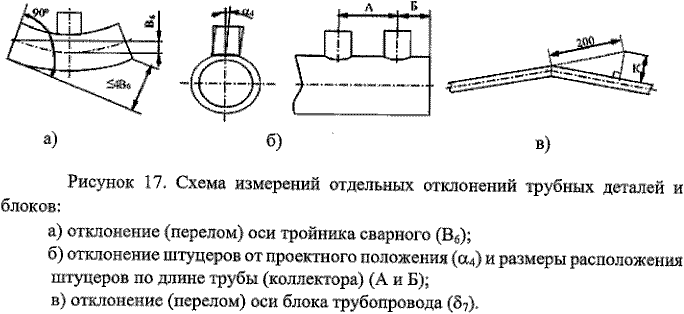
39.5. Контроль геометрических размеров колен и труб гнутых, а также прямых гнутых деталей и блоков рекомендуется осуществлять методом плазирования (наложением на плаз с контрольным чертежом) с последующим измерением отклонений измерительным инструментом (линейка, щуп, штангенциркуль, шаблон, оптические приборы и другие). Замеры отклонений гнутых труб (колен) рекомендуется осуществлять относительно наружной поверхности. Схемы измерений отдельных отклонений приведены на рисунке 17.
39.6. Овальность любого сечения колена (гнутой трубы) и прямых участков корпуса тройника по наружному диаметру в зоне разъема штампа определяется в соответствии с требованиями (рекомендациями) НД на объекты контроля по следующим формулам:
 (2)
(2)
или
 (3)
(3)
где:
Dнmax и Dнmin - максимальное и минимальное значение наружного диаметра. Измерение Dнmax и Dнmin выполняют в поперечном сечении детали, имеющей наибольшие отклонения.
39.7. Измерение толщины стенки гнутых деталей (элементов), в том числе вытянутой горловины тройников и коллекторов, а также утолщения стенки на конической части перехода, изготовленного методами прокатки и осадки в торец, рекомендуется проводить ультразвуковыми приборами (толщиномерами).
39.8. Угловое смещение (перелом) осей трубных деталей и прямолинейность образующей рекомендуется определять в 2-3 сечениях в зоне максимального перелома (отклонения образующей от прямолинейности), выявленного при визуальном контроле. Измерение рекомендуется проводить в соответствии с рекомендациями, приведенными в пункте 37.12 и на рисунке 4.
39.9. Отклонение от перпендикулярности наружной поверхности (оси) штуцера к корпусу (трубе) определяется в двух взаимно перпендикулярных сечениях (рисунок 18).
39.10. Рекомендуемая формула для определения диаметра труб при измерении рулеткой:
 (4)
(4)
где:
Р - длина окружности, измеренная рулеткой, мм;
 ;
;
?t - толщина ленты рулетки, мм;
0,2 - погрешность при измерении периметра трубы за счет перекоса ленты, мм.
Значениями 2?t - 0,2 можно пренебречь.
39.11. Измерения рекомендуется осуществлять на участках, угловые и линейные размеры которых вызывают сомнение по результатам визуального контроля.
40. Рекомендации по выполнению визуального и измерительного контроля при устранении дефектов в материале и сварных соединениях (наплавках).
40.1. При ремонте дефектных участков визуально рекомендуется контролировать:
а) полноту удаления дефекта, выявленного при визуальном контроле и контроле другими методами неразрушающего контроля;
б) форму выборки дефектного участка; форму обработки кромок выборки; чистоту (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и других) поверхности выборки и прилегающих к ней поверхностей;
в) ширину зоны зачистки механическим путем поверхностей материала, прилегающих к кромкам выборки;
г) отсутствие (наличие) дефектов (трещин, пор, включений, скоплений пор и включений, свищей, прожогов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, западаний между валиками, грубой чешуйчатости и других) на поверхности шва заварки выборки и на прилегающих к выборке участках материала.
40.2. При ремонте дефектных участков в материале и сварных соединениях измерением рекомендуется контролировать:
а) размеры выборки дефектного участка;
б) размеры разделки кромок выборки (угол скоса, радиусы начала и окончания выборки, толщину перемычки металла при исправлении трещин и другие);
в) ширину зоны зачистки механическим путем участков материала, прилегающих к кромкам выборки;
г) размеры дефектов на поверхности шва заварки выборки и прилегающих к нему участках материала, выявленных при визуальном контроле;
д) шероховатость поверхностей выборки и прилегающих участков материала в зоне их зачистки (перед заваркой выборки), а также поверхностей материала перед проведением последующих методов, видов неразрушающего контроля.
41. Рекомендации по выполнению визуального и измерительного контроля при эксплуатации, техническом диагностировании (обследовании, освидетельствовании).
41.1. Визуальный контроль материала и сварных соединений рекомендуется осуществлять с целью выявления поверхностных повреждений (трещин, коррозионных повреждений, деформированных участков, наружного износа элементов и так далее), образовавшихся в процессе эксплуатации изделий.
Измерительный контроль материала и сварных соединений осуществляют с целью определения соответствия геометрических размеров конструкций и допустимости повреждений материала и сварных соединений, выявленных при визуальном контроле требованиям рабочих чертежей, ТУ, документов по стандартизации и паспортов.
41.2. Визуальный контроль материала и сварных соединений, как правило, состоит из проверки:
а) отсутствия (наличия) механических повреждений поверхностей;
б) отсутствия (наличия) формоизменения элементов конструкций (деформированные участки, коробление, провисание и другие отклонения от первоначального расположения);
в) отсутствия (наличия) трещин и других поверхностных дефектов, образовавшихся (получивших развитие) в процессе эксплуатации;
г) отсутствия (наличия) коррозионного и механического износа поверхностей.
41.3. Измерительный контроль состояния материала и сварных соединений, как правило, состоит из определения:
а) размеров механических повреждений материала и сварных соединений;
б) размеров деформированных участков материала и сварных соединений, в том числе длины, ширины и глубины вмятин;
в) овальности цилиндрических элементов, в том числе гибов труб;
г) прямолинейности (прогиба) образующей конструкции (элемента);
д) фактической толщины стенки материала (при возможности проведения прямых измерений);
е) размеров зон коррозионных повреждений, включая их глубину.
41.4. Разметку поверхности для измерения толщины стенок рекомендуется проводить термостойкими и хладостойкими маркерами, а при их отсутствии - краской или мелом.
V. Оценка результатов контроля
42. Оценку качества (состояния) материала изготовленных деталей, подготовки кромок деталей, сборки деталей под сварку, выполненного сварного соединения (наплавки) и конструкций в целом, швов заварки дефектных участков по результатам визуального и измерительного контроля, материала и сварных соединений при эксплуатации технических устройств, зданий и сооружений рекомендуется осуществлять по документам, устанавливающим нормы приемки, например, ФНП, НД, ПТД, технологическим картам на сборку и сварку деталей.
43. В приложении N 8 к Руководству приведены рекомендуемые размерные показатели для норм оценки по результатам визуального и измерительного контроля.
44. При необходимости разработки правил принятия решения по результатам измерений рекомендуется в соответствии с пунктом 7.1.3 Межгосударственного стандарта ГОСТ ISO/IEC 17025-2019 "Общие требования к компетентности испытательных и калибровочных лабораторий", введенного в действие приказом Федерального агентства по техническому регулированию и метрологии от 15 июля 2019 г. N 385-ст, использовать рекомендации по разработке правил принятия решения по результатам измерений, представленные в приложении N 9 к Руководству.
VI. Регистрация результатов контроля
45. Результаты визуального и измерительного контроля на стадиях входного контроля материала и производства работ по изготовлению, строительству, монтажу, ремонту (подготовка деталей, сборка деталей под сварку, сварные соединения (наплавки), исправление дефектов) технических устройств, зданий и сооружений, а также в процессе эксплуатации технических устройств, зданий и сооружений фиксируются в учетной (журнал учета работ по визуальному и измерительному контролю) и отчетной (протоколы, акты, заключения) документации. Ответственным лицом за ведение документаций является руководитель (технический руководитель, его заместитель) подразделения, осуществляющего визуальный и измерительный контроль.
46. Рекомендуемые образцы документов, оформляемых по результатам контроля, приведены в приложении N 10 к Руководству.
47. В случаях, предусмотренных технологической документацией, на поверхности проконтролированных материалов (полуфабрикатов, заготовок, деталей) и готовых сварных соединений (наплавок) контролером по завершении каждого этапа работ по визуальному и измерительному контролю ставится клеймо, подтверждающее положительные результаты контроля.
48. Документация по результатам визуального и измерительного контроля согласно пункту 13 федеральных норм и правил в области промышленной безопасности "Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах", утвержденных приказом Федеральной службы по экологическому, технологическому и атомному надзору от 1 декабря 2020 г. N 478, должна храниться:
в составе эксплуатационных документов объекта контроля - в течение всего срока его эксплуатации;
в подразделении, осуществляющем визуальный и измерительный контроль в соответствии с установленными правилами организации и ведения архива результатов контроля - не менее 5 лет после проведения контроля, за исключением результатов контроля, вошедших в состав документов, на основании которых назначены или изменены сроки службы (ресурсы) объектов контроля. Срок хранения таких результатов - не менее срока, установленного этими документами.
Хранение и архивирование документов с результатами контроля осуществляется на бумажных носителях и (или) в форме электронных документов, подписанных усиленной квалифицированной подписью, с возможностью резервного копирования и восстановления документов.
Приложение N 1
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и
измерительного контроля",
утвержденному приказом Федеральной
службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Термины и определения основных понятий
Визуальный контроль - органолептический контроль, осуществляемый органами зрения (Межгосударственный стандарт ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения", введен в действие постановлением Государственным комитетом СССР по стандартизации от 8 декабря 1981 г. N 5297).
Органолептический контроль - контроль, при котором первичная информация воспринимается органами чувств (Межгосударственный стандарт ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения", введен в действие постановлением Государственным комитетом СССР по стандартизации от 8 декабря 1981 г. N 5297).
Измерительный контроль - контроль, осуществляемый с применением средств измерений (Межгосударственный стандарт ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения", введен в действие постановлением Государственным комитетом СССР по стандартизации от 8 декабря 1981 г. N 5297).
Входной контроль - контроль продукции поставщика, поступившей к потребителю или заказчику и предназначаемой для использования при изготовлении, ремонте или эксплуатации продукции (Межгосударственный стандарт ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения", введен в действие постановлением Государственным комитетом СССР по стандартизации от 8 декабря 1981 г. N 5297).
Операционный контроль - контроль продукции или процесса во время выполнения или после завершения технологической операции (Межгосударственный стандарт ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения", введен в действие постановлением Государственным комитетом СССР по стандартизации от 8 декабря 1981 г. N 5297).
Эксплуатационный контроль - контроль, осуществляемый на стадии эксплуатации продукции (Межгосударственный стандарт ГОСТ 16504-81 "Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения", введен в действие постановлением Государственным комитетом СССР по стандартизации от 8 декабря 1981 г. N 5297).
Прямой визуальный контроль - визуальный контроль с непрерывным ходом лучей между глазами оператора и контролируемой поверхностью. Этот контроль проводится без применения или с применением вспомогательных средств, например: зеркала, линзы, эндоскопа или волоконно-оптических устройств (Национальный стандарт Российской Федерации ГОСТ Р ЕН 13018-2014 "Контроль визуальный. Общие положения", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2014 г. N 1993-ст).
Непрямой визуальный контроль - визуальный контроль с прерыванием хода лучей между глазами оператора и контролируемой поверхностью. Непрямой визуальный контроль проводится с применением фото- и видеотехники, автоматизированных и роботизированных систем (Национальный стандарт Российской Федерации ГОСТ Р ЕН 13018-2014 "Контроль визуальный. Общие положения", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2014 г. N 1993-ст).
Дефект - несплошность в сварном соединении или отклонение от требуемой геометрии (Национальный стандарт Российской Федерации ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением", утвержден приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1012-ст).
Недопустимый дефект - дефект, превышающий норму (Национальный стандарт Российской Федерации ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением", утвержден приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1012-ст).
Сварной шов (шов) - результат сварки (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Сварной узел - узел, включающий одно сварное соединение или более (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Основной материал - материал, подлежащий соединению сваркой, сваркопайкой или пайкой (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Толщина основного материала - номинальная толщина материалов, подлежащих сварке (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Основной металл - основной металлический материал (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Металл шва - весь металл, расплавленный во время сварки и оставшийся в сварном шве (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Зона термического влияния - участок нерасплавленного основного металла, микроструктура которого изменилась (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Зона шва - зона, включающая металл шва и зону термического влияния (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Наплавленный металл - присадочный металл, добавленный при сварке (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Соединение - соединение деталей или кромок деталей, которые должны быть соединены или уже соединены (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Сварное соединение - соединение двух деталей или более, выполненное сваркой (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковое соединение - тип соединения, при котором детали лежат приблизительно в одной плоскости друг напротив друга под углом от 135° до 180° (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.1.

Тавровое соединение - угловое соединение, при котором детали создают Т-образную форму (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.2.
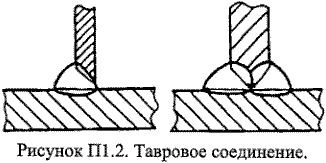
Тавровое соединение под острым углом - тип соединения, при котором одна деталь примыкает к другой под острым углом от 5° до 90° (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Нахлесточное соединение - тип соединения, при котором детали практически параллельны друг к другу (лежат под углом от 0° до 5°) и перекрывают друг друга (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.3.

Угловое соединение - тип соединения, при котором угол между поверхностями двух деталей в месте примыкания кромок составляет от 30° до 135° (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.4.
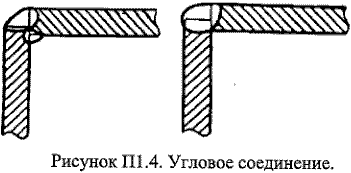
Торцевое соединение - тип соединения, при котором угол между поверхностями двух деталей в месте примыкания кромок составляет от 0° до 30° (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.5.
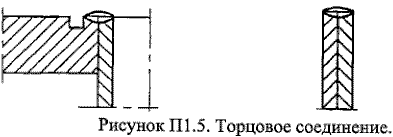
Перекрестное соединение - тип соединения, при котором две детали лежат друг на друге пересекаясь (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Пример: прутки, которые пересекают друг друга.
Крестообразное соединение - тип соединения, при котором две детали, лежащие в одной плоскости, примыкают под прямым углом к третьей детали, находящейся между ними (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Подготовка соединения под сварку - соответствующая подготовка конфигурации отдельных деталей, подлежащих соединению, и их сборка (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Зазор - расстояние в любом поперечном сечении между соединяемыми кромками, торцами или поверхностями (ГОСТ Р 58904-2020/ISO/TR 25901-1:2016).
Зазор в корне - зазор между поверхностями притупления (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.6.
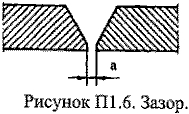
Конструктивный непровар (зазор) - непровар (зазор) в сварном соединении, предусмотренный конструкторской документацией на сварной узел, рисунок П1.7.

Корень - зона на стороне, противоположной той, на которой выполнялась сварка (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.8.

Радиус разделки - радиус криволинейной части расплавляемой поверхности кромки при односторонней и двусторонней разделке J- или U-образной формы (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Поверхность притупления - часть расплавляемой поверхности кромки, которая не скошена и не имеет канавок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.9.
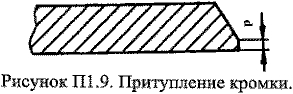
Выступ кромки - часть расплавляемой поверхности, которая поддерживает сварочную ванну (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Угол скоса кромки - угол между скошенной поверхностью соединения и плоскостью, перпендикулярной к поверхности соединения (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.10.
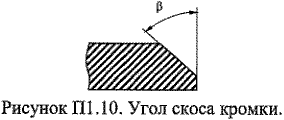
Угол разделки кромок - угол между плоскостями расплавляемых поверхностей кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.11.
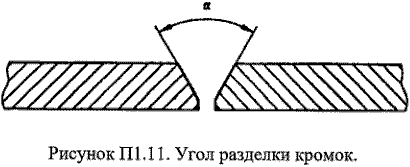
Шов с полным проплавлением - сварной шов с полной глубиной проплавления (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Шов с частичным проплавлением - сварной шов, глубина проплавления которого заведомо не является полной (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов - сварной шов, отличный от углового шва, выполненный со скосом или без скоса кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов с односторонней J-образной разделкой одной кромки - стыковой шов с односторонней подготовкой J-образной разделки одной кромки (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов с двусторонней J-образной разделкой одной кромки - стыковой шов с подготовкой двусторонней J-образной разделки одной кромки (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов с односторонней U-образной разделкой двух кромок - стыковой шов с подготовкой односторонней U-образной разделки двух кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов с двусторонней U-образной разделкой двух кромок - стыковой шов с подготовкой двусторонней U-образной разделки двух кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов с односторонней V-образной разделкой двух кромок - стыковой шов с подготовкой односторонней V-образной разделки двух кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов с двусторонней V-образной разделкой двух кромок - стыковой шов с подготовкой двусторонней V-образной (Х-образной) разделки двух кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Стыковой шов без скоса кромок - стыковой шов, подготовленный без скоса кромок (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Угловой шов - сварной шов треугольного сечения между двумя деталями и более в тавровом, в угловом или в нахлесточном соединении (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Прерывистый шов - ряд участков сварного шва, выполненных с промежутками по длине соединения (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Шахматный прерывистый шов - двусторонний прерывистый шов, у которого заваренные с одной стороны участки находятся против незаваренных участков с другой стороны вдоль соединения (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
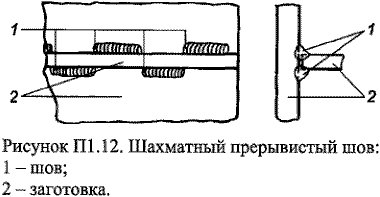
Цепной прерывистый шов - двусторонний прерывистый шов, у которого заваренные (незаваренные) участки с обеих сторон расположены друг против друга вдоль соединения (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).

Ширина шва - наименьшее расстояние между линиями сплавления на лицевой стороне сварного шва (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
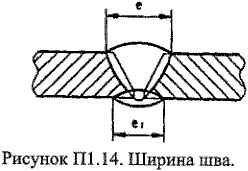
Толщина шва - толщина металла шва, включая любую выпуклость (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Глубина проплавления - глубина расплавляемой поверхности основного металла (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Толщина проплавления - толщина металла шва, исключая любую выпуклость (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Катет углового шва - расстояние от фактического или предполагаемого пересечения расплавляемых поверхностей до границы углового шва на расплавляемой поверхности (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст), рисунок П1.15.

Номинальная толщина - толщина, заданная в стандартах без допусков (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Номинальная толщина углового шва - расчетное значение высоты наибольшего равнобедренного треугольника, который можно вписать в сечение углового шва (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).

Толщина углового шва с глубоким проплавлением - номинальная толщина углового шва или эффективная толщина углового шва с добавлением некоторой величины глубины проплавления (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Эффективная толщина углового шва - расчетное значение высоты наибольшего треугольника, который можно вписать в сечение углового шва (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).

Теоретическая толщина углового шва - толщина углового шва заданной окончательной формы сварного шва (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Проектная толщина углового шва - толщина углового шва, заданная конструктором (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Слой - слой металла шва, состоящий из одного валика или более (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Перекрытие - часть сварочного валика, переплавляемого соседним валиком (при многопроходной сварке) (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Корневой слой, корневой проход - первый валик, накладываемый в корне при многослойном сварном шве (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Заполняющий слой - валик(и), накладываемый(е) после корневого(ых) прохода(ов) и до завершающего(их) прохода(ов) (при многослойной сварке) (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Подварочный валик - последний валик, наплавляемый со стороны корня сварного шва (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Непрерывный шов - сварной шов, протяженный вдоль всей длины соединения (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Однопроходная сварка - сварка, при которой сварной шов выполняется за один проход (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Односторонняя сварка - сварка, при которой сварной шов выполняется с одной стороны изделия (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Двусторонняя сварка - сварка, при которой сварной шов выполняется с двух сторон изделия (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Двусторонняя однопроходная сварка - двусторонняя сварка, при которой сварной шов выполняется за один проход с каждой стороны (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Двусторонняя многопроходная сварка - двусторонняя сварка, при которой сварной шов выполняется за несколько проходов с каждой стороны (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Многопроходная сварка - сварка, при которой проход выполняется по предыдущему проходу (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Прихватка - сварной шов для фиксации правильного положения подлежащих сварке деталей и узлов (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Сварка прихваточными швами - выполнение прихваток (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Прихваточный валик - валик для удержания свариваемых деталей в правильном положении до выполнения последующих сварных швов (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Наплавка - наплавка материала на поверхность для получения необходимых свойств и (или) размеров (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Наплавка сваркой - наплавка с помощью сварки (Национальный стандарт Российской Федерации ГОСТ Р 58904-2020/ISO/TR 25901-1:2016 "Сварка и родственные процессы. Словарь. Часть 1. Общие термины", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2020 г. N 317-ст).
Приложение N 2
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Дефекты сварных соединений и основного металла
Таблица N П2.1
Дефекты сварных соединений (с улетом национального стандарта Российской Федерации ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы.
Классификация дефектов геометрии и сплошности в металлических материалах.
Часть 1. Сварка плавлением", утвержденного приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1012-ст)
| Обозначение дефекта | Наименование дефекта | Определение и/или пояснение дефекта | Рисунки сварных швов и соединений с дефектами |
|---|---|---|---|
| 1 | 2 | 3 | 4 |
| Группа N 1 - Трещины | |||
| 100 | Трещина | Нарушение сплошности, вызванное локальным разрывом в результате охлаждения или действия нагрузок |
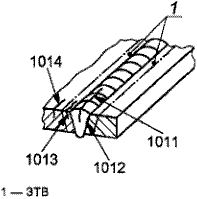
|
| 101 | Продольная трещина | Трещина, ориентированная параллельно оси сварного шва. Продольная трещина может располагаться: | |
| 1011 | в металле шва; | ||
| 1012 | на границе сплавления; | ||
| 1013 | в зоне термического влияния (ЗTB); | ||
| 1014 | в основном металле | ||
| 102 | Поперечная трещина, | Трещина, ориентированная перпендикулярно оси сварного шва. |

|
| Поперечная трещина может располагаться: | |||
| 1021 | в металле шва; | ||
| 1023 | в ЗТВ; | ||
| 1024 | в основном металле | ||
| 103 | Радиальные трещины | Трещины, радиально исходящие из одной точки. |

|
| Радиальные трещины могут располагаться: | |||
| 1031 | в металле шва; | ||
| 1033 | в ЗТВ; | ||
| 1034 | в основном металле. | ||
| Примечание. Небольшие радиальные трещины называют также "звездообразными" трещинами | |||
| 104 | Кратерная трещина | Трещина в кратере в конце сварного шва. Кратерная трещина может быть: |
|
| 1045 | продольной; | ||
| 1046 | поперечной; | ||
| 1047 | радиальной (звездообразной) | ||
| 105 | Разрозненные трещины | Группа не связанных между собой трещин, ориентированных в разных направлениях. |

|
| Несвязанные трещины могут располагаться: | |||
| 1051 | в металле шва; | ||
| 1053 | в ЗТВ; | ||
| 1054 | в основном материале | ||
| 106 | Разветвленная трещина | Группа связанных трещин, расходящихся от одной общей трещины, отличающаяся от группы несвязанных трещин (105) и от разветвленных трещин (103). |
|
| Разветвленная трещина может располагаться: | |||
| 1061 | в металле шва; | ||
| 1063 | в ЗТВ; | ||
| 1064 | в основном материале | ||
| Группа N 2 - Полости | |||
| 200 | Полость | ||
| 201 | Газовая полость | Полость, образованная задержанным газом, выделяющимся при кристаллизации | |
| 2011 | Газовая пора | Газовая полость практически сферической формы |
|
| 2012 | Равномерная пористость | Ряд газовых пор, распределенных сравнительно равномерно в наплавленном металле, отличающийся от цепочки пор (2014) и скопления пор (2013). Примечание. При отнесении ряда газовых пор к равномерной пористости допускается использовать показатели, применяемые для единичных включений шлака (3012) |

|
| 2013 | Скопление пор | Группа газовых пор, имеющих беспорядочное геометрическое расположение. Примечание. При отнесении группы газовых пор к скоплению пор допускается использовать показатели, применяемые для скоплений включений шлака (3013) |
|
| 2014 | Линейная пористость Допускается: цепочка пор | Ряд газовых пор, расположенных параллельно оси сварного шва |
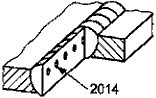
|
| 2015 | Вытянутая полость | Протяженная полость, вытянутая вдоль оси сварного шва |
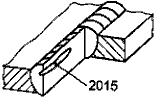
|
| 2016 | Свищ | Трубчатая полость в металле шва, образованная выходящим газом. Форма и положение свищей определяет процесс кристаллизации и источник газа. Обычно свищи группируются в скопления и располагаются елочкой. Некоторые свищи могут выходить на поверхность сварного шва |
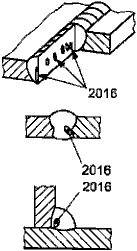
|
| 2017 | Поверхностная пора | Газовая пора, выходящая на поверхность сварного шва. Примечание. Две и более поверхностные поры могут быть отнесены в том числе к равномерной пористости (2012), скоплению пор (2013) или линейной пористости (2014) |
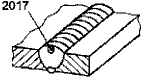
|
| 2018 | Поверхностная пористость | Единичные или множественные газовые полости, выходящие на поверхность сварного шва. Примечание. Поверхностная пористость может быть отнесена в том числе к скоплению пор (2013) или линейной пористости (2014) | |
| 202 | Усадочная раковина | Полость, образованная в результате усадки во время кристаллизации | |
| 2021 | Междендритная усадка | Вытянутая усадочная раковина, образованная между дендритами во время кристаллизации, которая может содержать задержанный газ. Такой дефект обычно располагается перпендикулярно лицевой поверхности шва |
|
| 2024 | Кратерная усадочная раковина | Усадочная раковина на конце наплавленного валика, которая не устранена при сварке последующего валика |

|
| 2025 | Незаваренный кратер | Открытая усадочная раковина с полостью, которая уменьшает площадь поперечного сечения сварного шва |
|
| Группа N 3 - Твердые включения | |||
| 300 | Твердое включение | Твердое инородное вещество в металле шва | |
| 301 | Шлаковое включение | Включение шлака |
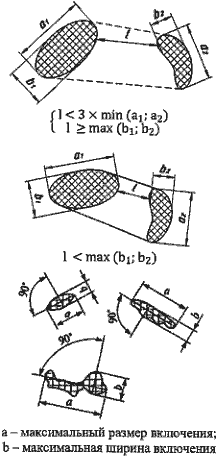
|
| Шлаковые включения могут быть: | |||
| 3011 | линейными; | ||
| 3012 | единичными; | ||
| 3013 | скоплением | ||
| Примечание. В качестве единичного (3012) принимается включение, минимальное расстояние от края которого до края любого соседнего включения - не менее максимальной ширины каждого из двух рассматриваемых включений, но не менее трехкратного максимального размера включения с меньшим значением этого показателя (из двух рассматриваемых) В качестве скопления (3013) принимаются два или несколько включений, минимальное расстояние между краями которых менее установленного для одиночных включений, но не менее максимальной ширины каждого из любых двух рассматриваемых соседних включений. Два или несколько включений, минимальное расстояние между краями которых менее максимальной ширины каждого из двух рассматриваемых включений объединяются по внешнему контуру в группу и рассматриваются как одно сплошное включение. Максимальный размер включения определяется как наибольшее расстояние между точками внешнего контура включения. Максимальная ширина включения определяется как наибольшее расстояние между двумя точками внешнего контура включения, измеренное в направлении, перпендикулярном к максимальному размеру включения | |||
| 302 | Флюсовое включение | Включение флюса. | См. 3011, 3012, 3013 |
| Флюсовые включения могут быть: | |||
| 3021 | линейными; | ||
| 3022 | единичными; | ||
| 3023 | скоплением. | ||
| Примечание. Показатели отнесения к единичным и скоплениям смотреть 3012, 3013 | |||
| 303 | Оксидное включение | Твердое включение оксида металла. | См. 3011, 3012, 3013 |
| Оксидные включения могут быть: | |||
| 3031 | линейными; | ||
| 3032 | единичными; | ||
| 3033 | скоплением. | ||
| Примечание. Показатели отнесения к единичным и скоплениям смотреть 3012, 3013 | |||
| 3034 | Оксидная пленка | Макроскопическая оксидная пленка, образующаяся главным образом в алюминиевых сплавах из-за недостаточной защиты от доступа воздуха и завихрений в сварочной ванне | См. 3011, 3012, 3013 |
| 304 | Металлическое включение | Включение инородного металла. | См. 3011, 3012, 3013 |
| Металлические включения могут быть: | |||
| 3041 | вольфрамовые; | ||
| 3042 | медные; | ||
| 3043 | других металлов | ||
| Группа N 4 - Несплавление и непровар | |||
| 400 | Несплавление и непровар | ||
| 401 | Несплавление | Отсутствие соединения между основным и наплавленным металлом или между отдельными слоями (валиками). |
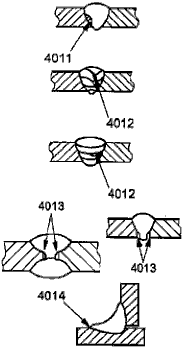
|
| Несплавление может быть: | |||
| 4011 | по расплавляемой поверхности; | ||
| 4012 | между валиками; | ||
| 4013 | в корне сварного шва; | ||
| 4014 | Микро несплавление. | ||
| Примечание. Несплавление также называют "спай" | |||
| 402 | Непровар | Различие между фактической и номинальной глубиной проплавления |
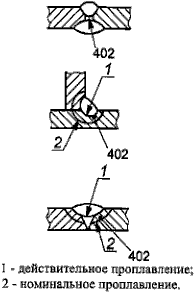
|
| 4021 | Непровар в корне сварного шва | Неполное проплавление поверхностей в корне сварного шва |
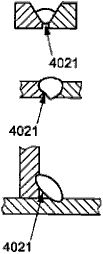
|
| 403 | Шипы | Крайне неравномерное проплавление, которое может возникать при электронно-лучевой и лазерной сварке и выглядит как зубья пилы. Может включать в себя полости, трещины, усадку и так далее |
|
| Группа N 5 - Отклонение формы и размера | |||
| 500 | Неправильная форма | Отклонение от требуемой формы и/или геометрии сварного шва | |
| 501 | Подрез | Углубление по границе сварного шва в основном металле или ранее наплавленном металле | |
| 5011 | Непрерывный подрез | Подрез значительной длины без прерываний |
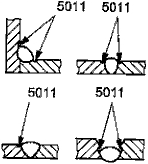
|
| 5012 | Прерывистый подрез | Подрез малой длины, периодически повторяющийся вдоль сварного шва |
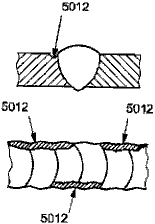
|
| 5013 | Подрез корня шва | Подрезы, которые расположены с обеих сторон корневого валика |
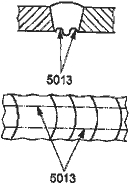
|
| 5014 | Межваликовый подрез | Подрез, который проходит между валиками |
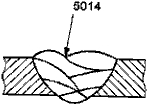
|
| 5015 | Единичный подрез | Короткие подрезы, расположенные в разных местах, по границе или на поверхности валиков |
|
| 502 | Превышение выпуклости (стыковой шов) | Избыток наплавленного металла на лицевой стороне стыкового шва |

|
| - | Недостаточная выпуклость (стыковой шов) | Недостаток наплавленного металла на лицевой стороне стыкового шва | |
| 503 | Превышение выпуклости (угловой шов) | Избыток наплавленного металла на лицевой стороне углового шва |
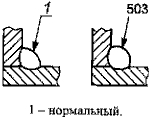
|
| - | Превышение вогнутости (угловой шов) | Превышение вогнутости наружной поверхности и высоты углового шва из-за недостатка наплавленного металла на лицевой стороне углового шва (рисунок 14) | |
| 504 | Превышение проплава | Избыточное количество наплавленного металла при сварке корня шва. |
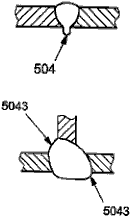
|
| Превышение проплава может быть | |||
| 5041 | Местное превышение проплава | ||
| 5042 | Протяженное превышение проплава | ||
| 5043 | Избыточное проплавление | ||
| 505 | Неправильный профиль сварного шва | Малый угол ? между поверхностью основного металла и плоскостью касательной к поверхности выпуклости сварного шва |
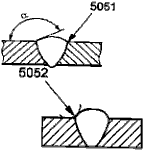
|
| 5051 | Неправильный угол перехода шва к основному металлу | Малый угол между поверхностью основного металла и плоскостью касательной к поверхности выпуклости сварного шва. | |
| 5052 | Неправильный радиус перехода шва к основному металлу | Малый радиус R перехода выпуклости сварного шва к основному металлу | |
| 506 | Натек Допускается: наплыв | Избыток наплавленного металла, натекшего на поверхность основного металла без сплавления с ним. |

|
| Натек может быть: | |||
| 5061 | Натек на лицевой стороне сварного шва | по границе сварного шва на лицевой поверхности соединения; | |
| 5062 | Натек в корне шва | в корне шва | |
| 507 | Линейное смещение | Смещение между двумя свариваемыми элементами, у которых поверхности параллельны, но расположены не в одной плоскости. |
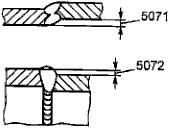
|
| Смещение может быть: | |||
| 5071 | Линейное смещение листов | для листовых деталей; | |
| 5072 | Линейное смещение труб | для труб | |
| 508 | Угловое смещение | Смещение между двумя свариваемыми элементами, поверхности которых не параллельны или не находятся под заданным углом |
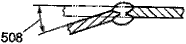
|
| - | Угловое смещение осей цилиндрических элементов. Допускается: перелом осей цилиндрических элементов | Смещение между двумя свариваемыми цилиндрическими элементами, оси (поверхности) которых не параллельны или не находятся под заданным углом | |
| 509 | Протек | Протек наплавленного металла, обусловленный действием силы тяжести. |
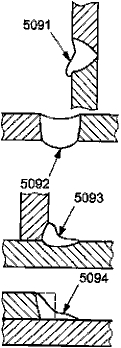
|
| Протек в зависимости от условий может быть: | |||
| 5091 | в горизонтальном положении; | ||
| 5092 | в нижнем или потолочном положении; | ||
| 5093 | углового шва; | ||
| 5094 | на краю шва | ||
| 510 | Прожог | Вытекание сварочной ванны с образованием сквозного отверстия в сварном шве |
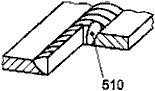
|
| 511 | Незаполненная разделка кромок | Сплошное или прерывистое углубление на поверхности шва из-за недостатка наплавленного металла |
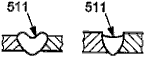
|
| 512 | Асимметрия углового шва | Разнокатетность углового шва |
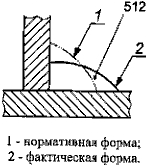
|
| 513 | Неравномерная ширина шва | Чрезмерное колебание ширины шва | |
| 514 | Неровная поверхность шва. Допускается: грубая чешуйчатость | Чрезмерная неровность наружной поверхности шва | |
| 515 | Вогнутость корня шва | Неглубокое углубление в корне сварного шва, возникшее вследствие усадки в стыковом сварном шве (смотри также 5013) |

|
| 516 | Корневая пористость | Губчатое образование в корне шва, возникшее вследствие выделения газа в процессе кристаллизации | |
| 517 | Плохое повторное возбуждение дуги | Плохое повторное возбуждение дуги может располагаться: |
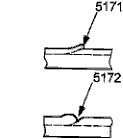
|
| 5171 | в облицовочном слое шва; | ||
| 5172 | в корне шва | ||
| 520 | Коробление | Отклонение размеров, возникшее от сварочных деформаций | |
| 521 | Неправильные размеры сварного шва | Отклонение размеров сварного шва от нормативных | |
| 5211 | Превышение толщины сварного шва | Толщина сварного шва больше нормативной. |
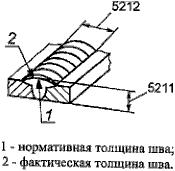
|
| 5212 | Превышение ширины сварного шва | Ширина сварного шва больше нормативной. |

|
| - | Недостаточная ширина сварного шва | Ширина сварного шва меньше нормативной. | |
| 5213 | Занижение толщины углового шва | Фактическая толщина углового шва меньше нормативной. |
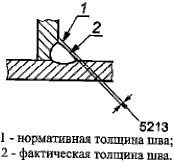
|
| 5214 | Превышение толщины углового шва | Фактическая толщина углового шва больше нормативной |
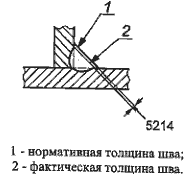
|
| Группа 6 - Прочие дефекты | |||
| 600 | Прочие дефекты | Все дефекты, которые не могут быть отнесены к группам 1-5 | |
| 601 | Ожог дугой | Местное повреждение поверхности основного металла рядом со сварным швом из-за горения дуги вне разделки кромок | |
| 602 | Брызги металла | Капли наплавленного или присадочного металла, образовавшиеся во время сварки и приварившиеся к поверхности основного металла или металла шва | |
| 6021 | Вольфрамовые брызги | Частицы вольфрама от электрода на поверхности основного металла или металла шва | |
| 603 | Поверхностные задиры | Повреждение поверхности вследствие удаления приваренных временных вспомогательных приспособлений | |
| 604 | Риска | Местное повреждение, вызванное шлифованием | |
| 605 | Забоина | Местное повреждение, вызванное использованием зубила или других инструментов | |
| 606 | Утонение металла | Уменьшение толщины изделия из-за снятия усиления ниже поверхности основного металла | |
| 607 | Дефект от прихватки шва | Дефект, вызванный неправильной сваркой прихватки. | |
| 607 | Дефект от прихватки шва | Например: | |
| 6071 | прерывистый валик или непровар; | ||
| 6072 | шов излишне большого сечения | ||
| 608 | Смещение осей двухсторонних валиков | Смещение между осями двух валиков, выполненных на противоположных сторонах сварного шва |
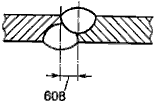
|
| 610 | Цвета побежалости | Слегка окисленная поверхность в зоне сварки, например, при сварке нержавеющей стали. | |
| 6101 | Изменение цвета | Четко видимая окрашенная поверхность наплавленного металла или зоны термического влияния, обусловленная нагревом при сварке и/или недостаточной защитой, например, при сварке титана | |
| 613 | Окисленная поверхность | Сильно окисленная поверхность в зоне сварки | |
| 614 | Остаток флюса | Остаток флюса, не полностью удаленного с поверхности | |
| 615 | Остаток шлака | Шлак, не полностью удаленный с поверхности сварного шва | |
| 617 | Неправильный зазор в корне угловых швов | Излишний или недостаточный зазор между свариваемыми деталями |
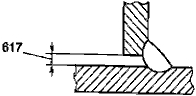
|
| 618 | Вздутие | Дефект, вызванный продолжительным нагревом сварных соединений из легких сплавов на стадии кристаллизации |
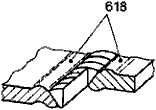
|
Примечания:
1. В таблице N П2.1 приведены дефекты сварных соединений, выявляемые при визуальном и измерительном контроле.
2. Обозначения дефектов соответствуют национальному стандарту Российской Федерации ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением", утвержденному приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1012-ст.
3. Отнесение пор, а также шлаковых, флюсовых, оксидных включений к единичным включениям, равномерной пористости и скоплениям на основе размерных показателей этих дефектов осуществляется по документам, устанавливающим нормы приемки, например, ФНП, НД, ПТД. Указанные в примечаниях к описаниям дефектов в таблице N П2.1 показатели отнесения рекомендуется применять в случае отсутствия соответствующих показателей в указанных документах.
Таблица N П2.2
Дефекты основного металла (с учетом Межгосударственного стандарта ГОСТ 21014-2022 "Металлопродукция из стали и сплавов. Дефекты поверхности. Термины и определения", введенного в действие приказом Федерального агентства по техническому регулированию и метрологии от 31 марта 2022 г. N 182-ст)
| Термин | Определение | Чертеж |
|---|---|---|
| 1 | 2 | 3 |
| 1. Дефекты поверхности непрерывнолитых заготовок, обусловленные процессами выплавки, обработки и разливки | ||
| 1.1. Вдавленная окалина | Дефект поверхности в виде вкраплений первичной окалины или конгломерата окалины, налипших на элементах поддерживающей и направляющей арматуры тянуще-правильного аппарата машины непрерывного литья заготовок | |
| 1.2. Газовый пузырь (Нрк. пора, перфорированное отверстие) | Дефект поверхности в виде единичных или групповых пустот, полостей округлой или вытянутой формы, возникающий из-за высокого уровня выделяющихся газов (О2, N2, Н2) в стали при сгорании избыточного количества смазки в кристаллизаторе, из-за повышенного содержания влаги в масле, использования непросушенных промковшей, влажных ферросплавов и при разливке открытой струей. Примечание. Дефект может располагаться как на поверхности, так и в подповерхностном слое заготовки |
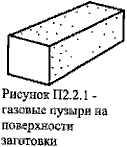
|
| 1.3. Заворот корочки (Нрк. плена) | Дефект поверхности в виде несплошности, образующейся в результате попадания окисленной или шлаковой корочки металла с мениска на поверхность заготовки. Примечания: 1. Дефект может иметь как локальный характер, так и поражать всю или значительную часть поверхности непрерывнолитой заготовки. 2. Дефект чаще возникает при разливке "холодного" металла, металла с пониженной жидкотекучестью, при недостаточно раскисленной стали, загрязненности металла неметаллическими включениями, резком изменении скорости вытягивания, неравномерной подаче смазки при открытой выплавке, внезапной остановке, некачественной шлакообразующей смеси |
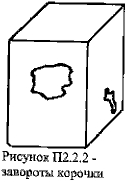
|
| 1.4. Наплыв (Нрк. заливина, нахлестка) | Дефект поверхности в виде неравномерной и нерегулярной поверхностной волнистости, являющейся следствием залива металла за закристаллизовавшуюся и отошедшую от стенки кристаллизатора оболочку заготовки при колебаниях скорости разливки и уровня металла в кристаллизаторе, а также при прорывах кристаллизующейся корочки металла с последующим их "залечиванием". Примечания: 1. Дефект может сопровождаться поперечными трещинами. 2. Дефект может образовываться из-за изношенной или деформированной гильзы, некачественной шлакообразующей смеси, неравномерной подачи смазки при открытой разливке, внезапной остановки вытягивания заготовки, обрызгивания стенок кристаллизатора вследствие неудовлетворительной организации струи при открытой разливке |
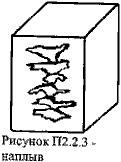
|
| 1.5. Неметаллическое включение | Дефект поверхности в виде неметаллических частиц, образующихся в результате несоблюдения заданных режимов раскисления стали, температурных режимов, неравномерной подачи стали в кристаллизатор, применения эррозионно нестойких огнеупорных материалов и так далее. Примечание. Дефект может располагаться как на поверхности, так и в металле (в подповерхностном слое) заготовки |
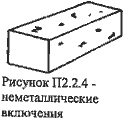
|
| 1.6. Поперечная трещина | Дефект поверхности в виде разрывов металла по ребрам или граням заготовки в поперечном направлении (перпендикулярно направлению разливки металла), возникших из-за увеличения сил трения между заготовкой и рабочей поверхностью кристаллизатора (избыточная конусность, деформация рабочей поверхности кристаллизатора, недостаточное количество смазки, отклонения в центровке кристаллизатора относительно технологической оси ручья и так далее). Примечания: 1. Дефект появляется при наличии растягивающих напряжений вдоль оси заготовки, а также в результате чрезмерного охлаждения кристаллизатора. Дефект располагается по межосевым пространствам дендритной структуры и заканчивается скоплением ликватов. "Залечивание" дефекта в кристаллизаторе приводит к образованию дефектов "наплывов", при значительном развитии - к прорыву корочки металла. Напряжения при выпрямлении заготовки могут также вызвать образование дефекта, особенно при разливке чувствительной к трещинам марки стали и низкой температуре заготовки. В этом случае дефект возникает сверху заготовки по малому радиусу. 2. Чаще всего дефект располагается по складкам от возвратно-поступательного движения механизма стола качания кристаллизатора |
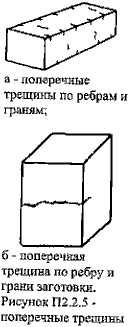
|
| 1.7. Поперечная ужимина (Нрк. поперечная вмятина) | Дефект в виде поперечного углубления, размеры которого уменьшаются по направлению к оси кристаллизатора. Примечания: 1. Дефект может проявляться через определенный интервал, при остановках разливки могут переходить в пояс. 2. Дефект может сопровождаться трещинами. Ужимины, не сопровождающиеся трещинами, не оказывают влияния на дальнейший передел |
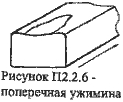
|
| 1.8. Пояс (Нрк. перехват) | Дефект поверхности в виде разрыва, охватывающего часть или весь периметр заготовки, образовавшийся в результате длительного перерыва в подаче металла в кристаллизатор либо при чрезмерно резком понижении скорости разливки. Примечание. Дефект, как правило, не подлежит зачистке, участки с поясами вырезают из непрерывнолитой заготовки, что обусловливает дополнительную потерю металла |
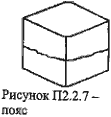
|
| 1.9. Продольная трещина | Дефект поверхности в виде разрыва металла, наблюдающегося по ребрам и прилегающим к ним участкам или граням заготовки в продольном направлении (параллельно направлению разливки металла) и образующегося из-за неравномерности первичного охлаждения, неотцентрированной струи стали из промковша в кристаллизатор, изношенности гильзы, неравномерности охлаждения заготовки в зоне вторичного охлаждения, внутренних напряжений, возникающих в процессе формирования заготовки и обусловленных пониженной прочностью. Примечание. Дефект обычно образуется в кристаллизаторе |
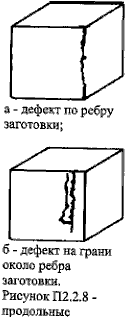
|
| 1.10. Продольная ужимина (Нрк. продольная вмятина) | Дефект в виде продольных углублений (впадин, канавок), который может сопровождаться грубыми наружными продольными или внутренними трещинами (в основном по месту расположения), а также искажением профиля заготовок |
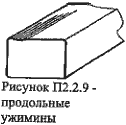
|
| 1.11. Риска (Нрк. задир) | Дефект поверхности в виде продольного линейного углубления без выступающих кромок, представляющий собой повреждение поверхности заготовки приварами металла или шлака, находящимися на поверхности направляющих роликов, роликов правки или неподвижных направляющих Примечания: 1. Дефект может быть непрерывным или периодически повторяющимся, единичным или групповым. 2. Стенки дефекта гладкие, полость обычно заполнена окалиной, могут присутствовать частицы налипшей шлакообразующей смеси. При последующих операциях края дефекта могут прикатываться. 3. Дефект не сопровождается изменением микроструктуры и неметаллическими включениями |
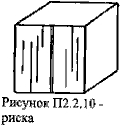
|
| 1.12. Сетчатые [паукообразные] трещины | Дефект, представляющий собой взаимно пересекающиеся небольшие извилистые трещины в виде сетки, локализованной вокруг центра зарождения [расходящихся лучей из центров зарождения], распространяющиеся вдоль и поперек поверхности непрерывнолитой заготовки и представляющие собой межзеренное разрушение поверхности непрерывнолитой заготовки и слитка. Примечания: 1. Дефект образуется из-за нарушения теплоотвода, работы шлакообразующей смеси, дефектов и износа конструкции кристаллизатора (например, неудовлетворительная конусность, износ стенок). 2. Выявляются только после удаления окалины с поверхности непрерывнолитой заготовки. 3. Сетчатые трещины образуются при температурах ниже температур начала плавления (солидус) в зоне вторичного охлаждения и по границам зерен, ослабленным неметаллическими включениями. Паукообразные трещины возникают при температурах окончания плавления (ликвидус) и проходят по границам первичных зерен, ослабленным жидкими пленками сульфидов, цветных металлов или их легкоплавкими оксидами. 4. Сетчатые трещины располагаются как в межосных участках, так и пересекают оси дендритов и идут по границам первичного зерна аустенита, распространяются на глубину до 20 мм. 5. В микроструктуре дефект имеет вид тонких извилистых трещин как вышедших, так и не вышедших на поверхность. Трещины располагаются в основном по ферритной составляющей феррито-перлитной структуры. При горячей деформации непрерывнолитых заготовок с сетчатыми трещинами на прокате могут образовываться рванины |
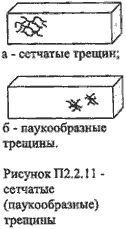
|
| 1.13. Складчатость (Нрк. глубокие метки качания, следы качания кристаллизатора) | Дефект поверхности, представляющий собой поперечные впадины и обусловленный неверным соотношением между частотой качания кристаллизатора, амплитудой и скоростью разливки, нарушением технологии разливки и охлаждения |
|
| 1.14. Трещина напряжения (Нрк. термическая трещина) | Дефект поверхности, представляющий собой разрыв металла, направленный вглубь, и образующийся на поверхности из-за неравномерного охлаждения непрерывнолитой заготовки. Примечания: 1. Дефект располагается как по всей длине непрерывнолитой заготовки, так и локально. 2. В поперечном сечении макротемплета дефект имеет ступенчатый характер. 3. На образование дефекта влияет несколько факторов: профиль заготовки (чем больше масса заготовки, тем больше при охлаждении градиент температур по сечению и склонность к трещинообразованию); химический состав стали; скорость охлаждения непрерывнолитой заготовки. 4. Дефект, как правило, не подлежит исправлению и приводит к разрушению при дальнейшей деформации | |
| 2. Дефекты поверхности металлопродукции, обусловленные качеством отливок, слитков, слябов, блюмов и непрерывнолитых заготовок | ||
| 2.1. Волосовина (Нрк. волос, волосовидная трещина) | Дефект поверхности в виде как единичных, так и групповых нитевидных несплошностей, вышедших на поверхность при деформации имеющихся в металле неметаллических включений. Примечание. В полости дефекта и в его продолжении наблюдаются включения различных типов эндогенного характера, а также включения экзогенной группы |

|
| 2.2. Гармошка (Нрк. крупный надрыв, усадка, усадка-вздутие, усадочная раковина, усадочная рыхлость) | Дефект поверхности плоского проката в виде чередующихся вздутий, идущих поперек прокатки от торца по плоскости листа и образующихся при наличии полостей и рыхлости в осевой зоне слитка. Примечания: 1. Между волнами дефекта могут возникать разрывы металла. 2. В микроструктуре осевой зоны под дефектом обнаруживается нарушение сплошности металла, частицы включений и зоны ликвации |
|
| 2.3. Пузырь-вздутие | Дефект поверхности в виде локализованного вспучивания металла, образующегося на поверхности плоского проката из-за повышенного местного загрязнения металла газами или неметаллическими включениями. Примечание. Дефект обнаруживается после нагрева, деформации или травления |

|
| 2.4. Раскатанное [раскованное] загрязнение (Нрк. краевое загрязнение, огнеупорное включение, песочина, шлаковина) | Дефект поверхности, представляющий собой вытянутое в направлении деформации поверхностное загрязнение слитка или непрерывнолитой заготовки шлаком, огнеупором, теплоизоляционной смесью. Примечание. В микроструктуре полости дефекта наблюдаются скопления эндогенных или экзогенных неметаллических включений (в том числе шлаковых) |
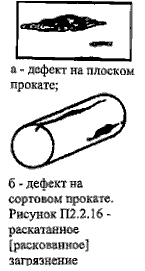
|
| 2.5. Раскатанные инородные металлические частицы | Дефекты поверхности в виде вытянутых в направлении деформации несплошностей или надрывов произвольной формы, образовавшихся в результате деформации имеющихся в металле посторонних металлических частиц, попавших в поверхностный слой металла при разливке (рисунок П2.2.16). Примечания: 1. В макроструктуре дефект выявляется в виде участков с травимостью, отличающейся от травимости основного металла, может сопровождаться наличием неметаллических макровключений. 2. На полированном микрошлифе дефект может не выявляться, на протравленном микрошлифе дефект имеет микроструктуру, отличающуюся от микроструктуры основного металла с четкой границей раздела или размытой с переходным слоем | |
| 2.6. Раскатанная [раскованная] корочка (Нрк. завороты, заливина, отслой) | Дефект поверхности, представляющий собой частичное отслоение (разрыв металла), образовавшееся в результате раскатки [расковки] завернувшихся корочек, имевшихся на поверхности или затянутых в тело слитка или непрерывнолитой заготовки и представляющих собой окисленный металл, сопровождающийся скоплениями неметаллических включений сложного состава. Примечания: 1. В макроструктуре могут наблюдаться участки с различной травимостью и скопления шлаковых включений. 2. В микроструктуре полость дефекта может иметь различную конфигурацию и сопровождаться обезуглероживанием, науглероживанием, скоплением ликватов, дорожками сульфидов, окислами, неметаллическими включениями сложного состава |
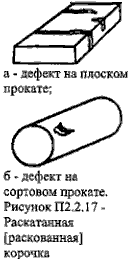
|
| 2.7. Раскатанная окалина | Дефект поверхности в виде вытянутых вкраплений первичной окалины или конгломерата окалины, образовавшийся в результате деформации имеющейся вдавленной окалины на поверхности непрерывнолитой заготовки). Примечание. В микроструктуре полость дефекта может быть широкая у поверхности либо с плотно сжатыми стенками. Дно и стенки полости могут иметь мелкие разветвления, насыщенные окислами | |
| 2.8. Раскатанный пригар (Нрк. пригар) | Дефект поверхности в виде темного пятна неправильной формы, образовавшегося от раската куска металла, приварившегося к слитку из-за нарушения технологии разливки или из-за неисправности изложницы. Примечание. При выгорании или выпадении дефекта на поверхности проката остаются углубления с разрывами по краям |
|
| 2.9. Раскатанный [раскованный] пузырь (Нрк. волосная трещина, нить, подкорковый пузырь, свищ, сотовый пузырь, трещина от пузыря) | Дефект поверхности в виде тонкого прямолинейного продольного углубления различной протяженности и глубины, образовавшегося при раскатке [расковке] наружного или подповерхностного газового пузыря слитка или непрерывнолитой заготовки. Примечания; 1. Дефект чаще имеет групповое расположение. Иногда встречается в единичном виде. 2. В микроструктуре полость дефекта имеет капсуловидную форму, обычно заполнена окалиной и располагается перпендикулярно или под различными углами к поверхности заготовки. К дефекту прилегает обезуглероженная зона с четкими границами, насыщенная мелкими частицами оксидов, окаймленная перлитными зернами и имеющая характерную форму мешка |
|
| 2.10. Раскатанная [раскованная] трещина (Нрк. горячая трещина, кристаллизационная трещина, угловая трещина) | Дефект поверхности, представляющий собой разрыв металла, образовавшийся при раскатке [расковке] продольной или поперечной трещины слитка или непрерывнолитой заготовки. Примечания: 1. В микроструктуре дефект располагается под прямым или острым углом к поверхности, у поверхности трещина более широкая с постепенным сужением вглубь, извилистая, имеет разветвленный конец. Стенки дефекта покрыты окалиной, прилегающие к ним участки обезуглерожены и насыщены диффузионными оксидами. 2. Для кристаллизационных трещин при травлении в реактиве Обергоффера характерно наличие ликвации легкоплавких компонентов как в сопровождении полости, так и в продолжении дефекта |

|
| 2.11. Раскатанные [раскованные] сетчатые трещины | Дефекты поверхности в виде тонких разрывов и плен, образовавшихся при деформации слитка или непрерывнолитой заготовки, запороченных сетчатыми трещинами, образующимися из-за нарушения теплоотвода, работы шлакообразующей смеси, конструкции кристаллизатора (неудовлетворительная конусность, износ стенок и тому подобное). Примечание. В микроструктуре полости дефектов заполнены окалиной. В составе окалины часто наблюдаются значительные количества меди со стенок кристаллизатора. Имеется обезуглероживание и насыщение диффузионными оксидами |
|
| 2.12. Расслоение (Нрк. раздвоение, расслой, расщепление, следы усадочной рыхлости, торцевой вырыв, язык) | Дефект поверхности в виде разделения слоев металла, образовавшегося при наличии в металле усадочных дефектов, внутренних разрывов, повышенной загрязненности неметаллическими включениями, наличии инородной структуры, химической неоднородности и при пережоге в процессе нагрева слитка (заготовки) перед деформацией. Примечания: 1. Дефект может сопровождаться вздутием поверхности листа. 2. Дефект может быть обнаружен при резке металла на кромках и торцах. 3. В зоне дефекта имеет место наличие окисленных областей и различных включений часто неметаллического характера. 4. Характерным для дефекта является то, что поверхность нарушения сплошности параллельна плоскости прокатки |
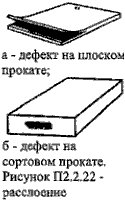
|
| 2.13. Слиточная [сталеплавильная] плена (Нрк. заливина, корка, отслоение) | Дефект поверхности в виде отслоения языкообразной формы, частично соединенного с основным металлом, образовавшегося от раската окисленных брызг, заплесков и грубых неровностей поверхности слитка или непрерывнолитой заготовки, а также вследствие раската или расковки внутренних и поверхностных дефектов непрерывнолитой заготовки, обусловленных дефектами внутренней поверхности изложницы или кристаллизатора, поперечных и продольных трещин на гранях и ребре слитка, неметаллических включений на поверхности и подповерхностном слое слитка и другими нарушениями сталеплавильного производства. Примечание. В микроструктуре нижняя поверхность слиточной (сталеплавильной) плены и находящийся под ней металл загрязнены оксидами или нитридами или частицами утеплительной смеси и обычно обезуглерожены |
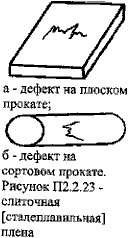
|
| 2.14. Слиточная [сталеплавильная] рванина (Нрк. надрывы, сотовая рвань) | Дефект поверхности в виде разрыва, образовавшегося в начале прокатки (ковки) по участкам слитка или непрерывнолитой заготовки, пораженным дефектами. Примечание. Дефект обусловлен нарушением технологии выплавки и разливки металла |
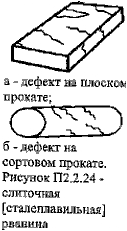
|
| 3. Дефекты поверхности металлопродукции, обусловленные процессом деформации | ||
| 3.1. Вкатанная инородная частица (Нрк. инородные частицы) | Дефект поверхности в виде остатков подмоточной бумаги, кусочков дерева или гуммировки роликов и других неметаллических материалов на поверхности холоднокатаного листа (рулона), ленты или сортового проката | |
| 3.2. Вкатанная металлическая частица (Нрк. вдавлины, вкатанная стружка, включения, инородные включения) | Дефект поверхности в виде приварившихся и частично закатанных кусочков металла. Примечание. К вкатанным металлическим частицам относятся: стружка, отслои от рваных кромок плоского проката, выкрашивания прокатных валков или элементов привалковой арматуры, а также частицы металла той же либо другой марки стали предыдущего раската, имеющих замкнутый контур |
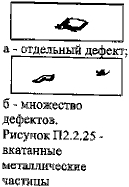
|
| 3.3. Вкатанная окалина (Нрк. вдавленная окалина, вмятая окалина, прокатная окалина) | Дефект поверхности в виде вкраплений остатков окалины (мазковой, валковой или печной), вдавленной в поверхность металла при деформации, в том числе остатки первичной окалины, не удаленные гидросбивом после нагрева из-за высокой степени сцепления. Примечание. В микроструктуре по месту дефекта наблюдаются раковины с вкатанной окалиной |
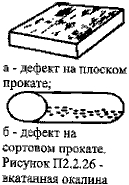
|
| 3.4. Деформационная рванина (Нрк. рвань, надрывы, пережог, перегрев) | Дефект поверхности в виде раскрытого разрыва, расположенного поперек или под углом к направлению наибольшей вытяжки металла при прокатке или ковке, образовавшийся вследствие пониженной пластичности металла. Примечания: 1. Причина пониженной пластичности обусловлена нарушением режимов нагрева или деформации. 2. В микроструктуре в зоне дефекта наблюдаются разветвленные разрывы металла. 3. При образовании рванин из-за перегрева перед деформацией полости дефектов окислены, микроструктура крупнозернистая, наблюдается обезуглероживание, по границам бывших аустенитных зерен выявляются скопления мелких диффузных окислов. 4. При образовании рванин из-за недогрева или нарушения режимов деформации изменений структуры металла в зоне дефекта не наблюдается. Может наблюдаться текстура деформации |
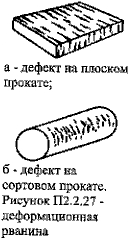
|
| 3.5. Закат | Дефект поверхности, представляющий собой продольный прикатанный выступ уса или кромки подреза, глубоких следов зачистки и рисок. Примечания: 1. Дефект часто расположен с двух диаметрально противоположных сторон и может иметь зазубренный край. 2. На поперечном микрошлифе дефект располагается под острым углом к поверхности без разветвления, заполнен окалиной и может сопровождаться искажением структуры. Металл вокруг дефекта может быть обезуглерожен |

|
| 3.6. Заков (Нрк. зажим) | Дефект поверхности, представляющий собой придавленный выступ, образовавшийся при ковке в результате неравномерного обжатия. Примечание. В микроструктуре конец дефекта заполнен окалиной и сопровождается искажением структуры. Металл в зоне дефекта обезуглерожен |

|
| 3.7. Затянутая кромка (Нрк. ужимина, затянутая риска, наплыв, рубец, складка, закат кромки) | Дефект поверхности в виде раскатанной складки на кромке плоского проката, напоминающей по форме зигзагообразную трещину, образующуюся при прокатке без кантовки или путем закатки наплывов, появляющихся при деформации слитков или непрерывнолитых заготовок с непрогретой сердцевиной. Примечание. На поперечном микрошлифе около дефекта наблюдается обезуглероживание металла и закат окалины |
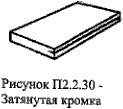
|
| 3.8. Морщины (Нрк. складки, складчатость, сборки) | Дефекты поверхности в виде группы чередующихся продольных углублений и выступов, располагающихся в основном по всей длине раската, преимущественно в зоне, соответствующей разъему валков, и образовавшихся при повышенных обжатиях боковых граней. Примечания: 1. На плоском прокате дефект располагается в основном на кромках из-за неравномерной деформации по высоте заготовки. 2. Дефект может иметь вид прикатанных складок. 3. В микроструктуре дефект имеет вид полости с закругленными концами, частично заполненной окалиной. В зоне дефекта иногда наблюдается местное увеличение обезуглероженного слоя |

|
| 3.9. Надрывы (Нрк. надрывы местные, надрывы по окалине) | Дефект поверхности в виде поперечных несквозных разрывов (углублений с рваным краем), образующихся при прокатке в местах вмятин, углублений от зачистки, раскатанных загрязнений и окалины. Примечания: 1. Дефект может иметь вид продольной дорожки с несквозными поперечными надрывами и следами. 2. Дефект сопровождается частицами окалины, возможно изменение зерен структуры (укрупнение и/или измельчение зерна) |

|
| 3.10. Отпечаток (Нрк. бугорки, выступы, надавы от валков, наплывы, насечки, сетка разгара) | Дефект поверхности в виде углублений или выступов, расположенных по всей поверхности или на отдельных ее участках, образовавшихся от выступов и углублений на прокатных валках, роликах или ковочном инструменте. Примечания: 1. На катаном металле дефект может периодически повторяться по длине раската, но может быть единичным. 2. На поперечном микрошлифе стенки полости дефекта гладкие, покрыты окалиной. Изменений в микроструктуре не наблюдается. В случае если отпечатки образовались на стадии охлаждения, по контуру дефекта может прослеживаться текстура деформации |

|
| 3.11. Отстающая окалина | Дефект поверхности в виде отдельных участков с отслоившейся или рыхлой окалиной, образующихся при нарушении технологии нагрева перед прокаткой или при дальнейшей термической обработке. Примечание. Отстающая окалина является дефектом плоского проката, на котором тонкий слой окалины является защитным покрытием |
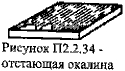
|
| 3.12. Подрез (Нрк. лыска) | Дефект поверхности в виде продольного углубления, расположенного по всей длине или на отдельных участках поверхности проката и образовавшегося вследствие неправильной настройки привалковой арматуры или одностороннего перекрытия калибра |
|
| 3.13. Полосы-линии скольжения (Нрк. елочка, изломы, линии сдвига, рубцы, фестонистость) | Дефекты поверхности в виде темных полосок и разветвленных линий на поверхности холоднокатаных листов, ленты и рулонов, образовавшихся вследствие местных напряжений, превышающих предел текучести металла, вызванных нарушением технологии обработки давлением. Примечание. Дефекты обычно расположены под углом 45° к направлению прокатки и дрессировки |

|
| 3.14. Полосы нагартовки (Нрк. недрессированные участки, полосы пробуксовки, ребристость, стиральная доска) | Дефект поверхности в виде чередования параллельных светлых полос, расположенных поперек направления прокатки, образовавшихся при повышенной неравномерной деформации, обусловленной автоколебаниями валков. Примечание. Дефект может быть представлен в виде чередования толстых и тонких полос матового дрессированного металла и блестящего недрессированного металла, образовавшихся от неравномерной деформации, обусловленной вибрацией рабочих клетей стана холодной прокатки или дрессировочного стана при работе на высоких скоростях, неоптимальными режимами прокатки |
|
| 3.15. Порез (Нрк. разрыв, рубец) | Дефект поверхности тонкого листа (рулона) в виде частично закатанной складки, расположенной вдоль или под углом к направлению прокатки, образовавшейся в результате деформации различной степени по ширине плоского проката и иногда сопровождаемой сквозным разрывом металла |
|
| 3.16. Продир (Нрк. задир, лыска, надир) | Дефект поверхности в виде широких продольных углублений, образующихся в результате механического повреждения поверхности от резкого трения проката о детали прокатного и подъемно-транспортного оборудования в направлении перемещения. Примечание. На дне углублений могут наблюдаться поперечные бороздки или гребни, в конце углубления - наплыв или частицы содранного металла |

|
| 3.17. Прокатная плена (Нрк. корка, отслоение, чешуя) | Дефект поверхности, представляющий собой продольное, нитевидное, либо разветвленное отслоение металла, соединенное с основным металлом одной стороной, образовавшееся вследствие раскатки или расковки рванин, дефектов перегрева, подрезов, следов глубокой зачистки дефектов или сильной выработки валков, а также грубых механических повреждений. Примечание. В микроструктуре в зоне дефекта может наблюдаться окалина, в случае перегрева металл обезуглерожен |
|
| 3.18. Прокатная трещина | Дефект в виде линейных нарушений сплошности поверхности, образующихся при горячей прокатке вследствие неправильной калибровки, выработки калибров валков, проскальзывания в калибре, перегрева металла | |
| 3.19. Протектор | Дефект поверхности в виде шероховатых светлых полос, расположенных в форме елки, образующихся в результате перегрева металла в зоне деформации | |
| 3.20. Пятно загрязнения [эмульсии, масла] (Нрк. желтые пятна, зажиривание, муары, нагар смазки, подтеки, пригар мазута, пригар масла, пригар эмульсии, следы подмочки, разводы) | Дефект поверхности в виде пятен, полос, натеков, разводов, образующихся вследствие попадания (неполного удаления) жидкости на поверхность металла и дальнейшего неравномерного окисления, термического разложения при повышенных температурах, нагреве и пригорания продуктов разложения к поверхности плоского проката. Примечание. К жидкостям, способствующим появлению пятен загрязнения, относятся мазут, технологические смазки, загрязненное масло |

|
| 3.21. Раковина-вдав (Нрк. вкат посторонних предметов, механический вдав) | Дефект поверхности горячекатаного плоского или сортового проката в виде одиночного углубления, образовавшегося при выпадении или вытравливании вкатанной инородной частицы. Примечания: 1. Дефект может располагаться вдоль направления прокатки. Дефект повторяет форму вкатанного предмета. Переход от поверхности проката к углублению плавный. 2. На полированном микрошлифе стенки полости дефекта гладкие, могут быть покрыты окалиной. В случае образования дефекта на стадии охлаждения по контуру дефекта может прослеживаться текстура деформации |
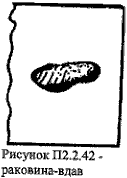
|
| 3.22. Раковина от выпавшей плены | Дефект поверхности полосового проката в виде углублений различной формы и размеров, образующихся при выпадении плен | |
| 3.23. Раковина от окалины (Нрк. вдавы от окалины, оспины, следы от вытравленной окалины, черновины) | Дефект поверхности в виде отдельных углублений, частично вытянутых вдоль направления прокатки, образующихся при вытравливании и выпадении вкатанной окалины. Примечание. Дефект отличается от рябизны большими размерами углублений и меньшим их количеством |
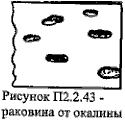
|
| 3.24. Раскатанный отпечаток (Нрк. матовые полоски, светлые площадки, светлые пятна, сдир) | Дефект поверхности, образующийся при прокатке подката, имевшего отпечатки, а также раковины-вдавы, вмятины, продиры или следы глубокой зачистки. Примечания: 1. В микроструктуре наблюдается местное, в виде пленочек, отслоение металла. 2. При горячей прокатке имеет вид участков или дорожек с мелкими отслоениями. При холодной прокатке имеет вид светлых пятен или матовых полосок |
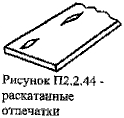
|
| 3.25. Рванина на кромках (Нрк. зазубрина, зарезь кромки, надрывы по кромке, рваная кромка) | Дефект поверхности в виде разрыва металла по кромкам (для плоского проката) или полкам (для фасонного проката), образовавшегося в результате нарушений технологии прокатки, а также при прокатке металла с пониженной пластичностью, обусловленной отклонениями от технологий выплавки, разливки, или транспортировании. Примечания: 1. Дефект обусловлен сталеплавильными дефектами слябов: трещинами, пузырями, неметаллическими включениями. 2. Края разрывов могут быть как ровные, так и зазубренные |
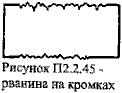
|
| 3.26. Прокатная риска (Нрк. бороздка, канавка, полоска) | Дефект поверхности в виде продольного линейного углубления без выступающих кромок, представляющий собой повреждение поверхности наварами металла или другими выступами изношенной или поврежденной прокатной арматуры. Примечания: 1. Дефект может быть непрерывным или периодически повторяющимся, единичным или групповым. 2. Дно дефекта обычно закругленное или плоское, стенки гладкие, полость может быть заполнена окалиной. При последующих операциях края дефекта могут прикатываться. 3. Дефект не сопровождается изменением микроструктуры и неметаллическими включениями |

|
| 3.27. Серые пятна (Нрк. валковая окалина, светлые пятна, сероватость) | Дефект поверхности плоского проката в виде светло- или темно-серых пятен, расположенных в строчку или группами, образующихся от раската вкатанной окалины или незначительных углублений. Примечание. Дефект характеризуется темными вкраплениями, имеет шероховатое дно и овальный контур и ориентирован в направлении прокатки |

|
| 3.28. Сетка отпечатков (Нрк. выработка, сетка разгара, узоры) | Дефект поверхности в виде периодически повторяющихся, имеющих форму сетки выступов, образующихся от вдавливания прокатываемого плоского проката в трещины изношенных валков. Примечание. Дефект обычно встречается на одной стороне проката |

|
| 3.29. Сквозной разрыв (Нрк. дыра, прорыв) | Дефект поверхности в виде единичного или групповых сквозных разрывов по всей толщине плоского проката, образующихся при деформации полосы неравномерной толщины или с вкатанными инородными частицами. Примечания: 1. Причиной неравномерной толщины полосы может быть зачистка дефектов на глубину, превышающую сумму предельных отклонений, наличие рыхлости и поперечная разнотолщинность. 2. Дефекты различают: непериодические, выражающиеся в виде отдельных сквозных разрывов без закономерности в расположении; периодические, выражающиеся в виде периодически повторяющихся крупных и мелких сквозных разрывов по длине |
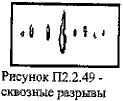
|
| 3.30. Скворечник (Нрк. дыра, свищ) | Дефект поверхности в виде выходящей на поверхность полости со сглаженными и окисленными стенками, образовавшейся при ковке или прокатке в результате раскрытия внутренней трещины, которая возникла под действием напряжений при нагреве холодного металла |

|
| 3.31. Трещина напряжения (Нрк. закалочная трещина, продольная трещина, трещина деформации, трещина охлаждения, трещина от правки, термическая трещина, холодная трещина) | Дефект поверхности, представляющий собой разрыв металла, идущий вглубь под прямым углом к поверхности, образовавшийся вследствие напряжений, связанных со структурными превращениями или неравномерным нагревом и охлаждением. Примечание. В микроструктуре дефект имеет разветвленный конец и проходит по границам зерен. Окисление и обезуглероживание в зоне дефекта происходит только при последующем нагреве |
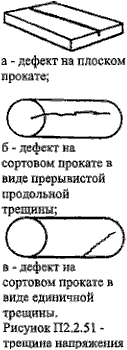
|
| 3.32. Ус (Нрк. выступ, заусенец, лампас, плечи) | Дефект поверхности, представляющий собой продольный выступ с одной или двух диаметрально противоположных сторон прутка, образовавшийся вследствие неправильной подачи металла в калибр, переполнения калибров или неправильной настройки валков и привалковой арматуры |
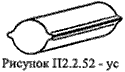
|
| 3.33. Цвета побежалости (Нрк. недокал, прижоги, травильные пятна, участки разной тональности) | Дефект поверхности в виде пятнистой, от желтого до синевато-серого цвета окисной пленки, образовавшейся на поверхности металла при нарушениях технологии охлаждения после прокатки или при термической обработке в результате локального нагрева поверхности металла, а также при травлении и зачистке дефектов абразивным инструментом. Примечания: 1. Окисная пленка от желтого до серо-голубого цвета на холоднокатаном отожженном прокате из стали с повышенным содержанием марганца и кремния (например, 08ГСЮТ, 65Г, 10ХНДП, 09Г2, 09Г2С и другие), чей фазовый состав включает их окислы, расположенная преимущественно вдоль кромки полосы не относится к дефекту "цвета побежалости". 2. Окисная пленка одновременно может иметь различные цвета в зависимости от зоны распространения температурного воздействия |
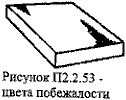
|
| 3.34. Чешуйчатость (Нрк. рыбья чешуя) | Дефект поверхности, представляющий собой отслоения и разрывы в виде сетки, образовавшиеся вследствие перегрева или пониженной пластичности металла периферийной зоны. Примечания; 1. Снижение пластичности может быть вызвано выделением по границам зерен легкоплавких составляющих или насыщением поверхности металла серой при нагреве его в среде сернистых газов. 2. В микроструктуре разрывы совпадают с границами зерен и сопровождаются оксидами и эвтектическими фазами, может наблюдаться рост ферритного зерна |
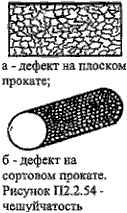
|
| 4. Дефекты поверхности металлопродукции, обусловленные процессом отделки | ||
| 4.1. Вмятина (Нрк. вдав, забоины) | Дефект поверхности в виде произвольно расположенных углублений различной формы, образовавшихся вследствие повреждения и ударов поверхности при транспортировании, правке, складировании и других операциях |
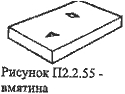
|
| 4.2. Зазубрины (Нрк. выхват, зарезь кромки, неровность резки, шероховатость кромки) | Дефект поверхности в виде выступов и углублений на кромках плоского проката, образовавшихся при нарушении технологии резки, несоответствующей настройке дисковых ножей (зазоров и перекрытия), износе ножей кромкокрошительных ножниц, люфтов в ножах, чрезмерном сведении или разведении ножей, резком изменении скорости полосы на участке дисковых ножниц (рывков) при подклинивании дисковых ножей, несоответствии выставки станин дисковых ножниц или неисправности оборудования. Примечание. Дефект часто проявляется совместно с утоньшением кромок |

|
| 4.3. Заплески (Нрк. расплавы, шлаковые пленки) | Дефект поверхности в виде полосок от натеков оплавленного металла, образующихся при нарушении технологии огневой зачистки дефектов. Примечание. В местах дефекта наблюдаются углубления и изменение микроструктуры основного металла |
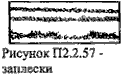
|
| 4.4. Заусенец (Нрк. выступ, завал кромки, смятие торца) | Дефект поверхности, представляющий собой острый, в виде гребня, выступ, образовавшийся при резке металла |
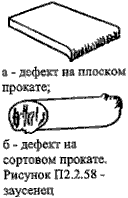
|
| 4.5. Излом (Нрк. полосы-линии скольжения, линии слипания) | Дефект поверхности в виде темно-серых линий дугообразной формы, образующихся при разматывании слипшихся или сварившихся участков полос рулона горячекатаного или отожженного холоднокатаного проката | |
| 4.6. Матовая поверхность (Нрк. неглянцевитость) | Дефект поверхности, характеризующийся отсутствием глянца на поверхности холоднокатаных и полированных листов (рулонов) и лент, образующийся при нарушении условий нагрева в печах с защитной атмосферой, при полировании мягкого металла, загрязненного твердыми частицами включений и неравномерной выработки поверхности валков. Примечание. Отсутствие глянца и шероховатость поверхности в случае специальной обработки ее на заданную "окисленность" не являются дефектами | |
| 4.7. Наколы-проколы (Нрк. уколы, углубления) | Дефекты поверхности в виде периодически повторяющихся точечных углублений или сквозных отверстий, образовавшихся от соприкосновения плоского проката с остроугольными наварами на роликах термических печей, травильных агрегатов, дрессировочных станов, агрегатов резки и вспомогательного оборудования |

|
| 4.8. Налет шлама (Нрк. налет после травления, пятна грязи, пятна от травления) | Дефект в виде осадка, образовавшегося на поверхности металла при нарушении технологии травления, чистки и промывки изделия. Примечание. Шлам состоит из солей оксидов металлов, спеченного талька, а также полимеризованного масла и так далее |

|
| 4.9. Недотрав (Нрк. непротрав, пятна от травления, фигурное травление) | Дефект поверхности в виде пятен или полос, образующихся при неполном или неравномерном травлении окалины |

|
| 4.10. Остатки окалины (Нрк. пятна окалины, черновина) | Дефект поверхности, представляющий собой отдельные участки поверхности, покрытые окалиной, остающиеся после механической обработки |
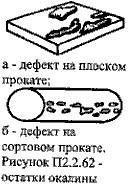
|
| 4.11. Оттенки травления (Нрк. пятна, фигурное травление) | Дефект поверхности в виде чередующихся темных и светлых, матовых и блестящих участков на поверхности, образовавшихся из-за неравномерного травления высоколегированного или неравномерно наклепанного металла. Примечания: 1. Дефект может возникать в местах контакта между листами при пакетном способе травления ("контактные пятна"). При этом оттенки травления, как правило, одного цвета разной тональности. 2. На поверхности металла окисление и перетрав отсутствуют | |
| 4.12. Перегибы (Нрк. изломы, надломы, скобы) | Дефект поверхности листов, лент и рулонов в виде шероховатых светлых поперечных полос, образовавшихся в результате прогиба пакетов листов при подъемно-транспортных операциях или перегибов при сматывании или разматывании ленты и рулонов. Примечание. Дефект образуется при неправильной настройке S-образных натяжных устройств, петлевания полос при травлении, из-за наличия серповидности, коробоватости, а также от внутренних напряжений, возникающих в металле при структурных превращениях |
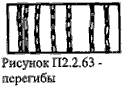
|
| 4.13. Перегрев поверхности (Нрк. апельсиновая корка, крупнозернистость) | Дефект в виде шероховатости поверхности с крупным зерном, рыхлой окалиной и сеткой трещин по границам крупных кристаллов, образующейся при превышении температуры и времени нагрева | |
| 4.14. Перетрав (Нрк. общий перетрав, пятнистая коррозия, растрав, точечный перетрав, точки) | Дефект поверхности в виде язв, образующихся вследствие длительного травления на отдельных участках или всей поверхности металла, а также в результате изменения технологической смазки, применяемой при холодной прокатке металла, и разложения ее на стадии промасливания после травления горячекатаного металла |

|
| 4.15. Пятнистое науглероживание (Нрк. сажа, темные пятна, черные пятна) | Дефект поверхности в виде черных пятен или полос, выявившихся: после травления и образовавшихся при длительном нагреве стальных изделий в науглероживающей среде; после отжига проката в колпаковых печах с защитной атмосферой и образовавшихся вследствие неполной возгонки остатков эмульсии, неудовлетворительного качества защитной атмосферы и/или неудовлетворительного качества прокатной эмульсии Примечание. На катаных изделиях темные пятна науглероживания могут быть от слитков, разлитых под графитосодержащими смесями |

|
| 4.16. Пятно ржавчины (Нрк. красноватость, пятнистая коррозия, ржавчина) | Дефект поверхности в виде пятен или полос с рыхлой структурой окисной пленки, образовавшихся в результате попадания влаги и недостаточной промывки металла от травильных растворов |
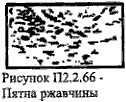
|
| 4.17. Пятно слипания сварки (Нрк. излом, приварка, пятна от сварки, пятна слипания, схватывание) | Дефект поверхности в виде темно-серых участков налипания или отрыва металла, образующихся при разматывании слипшихся или сварившихся участков полос горячекатаного или отожженного холоднокатаного рулона, а также при разделении горячекатаных или отожженных холоднокатаных листов в пакетах. Примечание. На участках дефекта изменения микроструктуры не наблюдается |
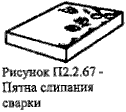
|
| 4.18. Рябизна (Нрк. вдавленная окалина, общая рябизна, оспины, рябизна от выпавшей окалины, рябоватость, черновина) | Дефект поверхности в виде мелких углублений, образующих полосы или сетку, наблюдаемых после удаления вкатанной окалины |
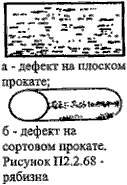
|
| 4.19. Следы абразивной зачистки (Нрк. бороздки, выточки, лунки, риски от зачистки, следы насечек, штриховатость) | Дефект поверхности ленты в виде участков с повышенной шероховатостью, образовавшихся после зачистки полосы абразивным инструментом с грубым зерном |
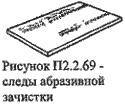
|
| 4.20. Торцевая трещина | Дефект поверхности в виде разрывов на торцах и/или на боковых кромках плоского проката и других видов проката, образующихся при резке металла тупым или плохо настроенным инструментом, а также в интервале температур синеломкости. Примечание. В микроструктуре вблизи дефекта может наблюдаться подкаленная структура мартенсита, переходные структуры троостита или троостомартенсита |
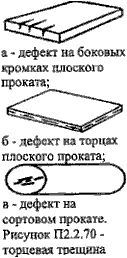
|
| 4.21. Травильная трещина | Дефект поверхности, представляющий собой разрыв, образовавшийся при травлении металла, имевшего напряжения от структурных превращений или деформации |
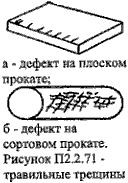
|
| 4.22. Царапина (Нрк. задир, риска) | Дефект поверхности в виде линейного углубления произвольного направления, представляющий собой повреждение поверхности металла наварами или выступами на отделочном оборудовании, а также при складировании и транспортировании металла. Примечания: 1. Дефект может быть непрерывным или периодически повторяющимся, единичным или групповым. 2. Стенки дефекта гладкие, с металлическим блеском. 3. Дефект не сопровождается изменением микроструктуры и неметаллическими включениями |
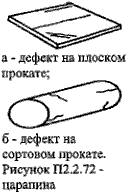
|
| 4.23. Царапина от утяжки | Дефект поверхности в виде линейного углубления без выступающих кромок произвольного направления, представляющий собой повреждение поверхности проката в результате проскальзывания витков рулона на разматывателе дрессировочного стана или агрегата резки, смещения витков рулона при свертывании его на моталке. Примечания: 1. Дефект может быть непрерывным или периодически повторяющимся, единичным или групповым. 2. Стенки дефекта гладкие, с металлическим блеском. 3. Дефект не сопровождается изменением микроструктуры и неметаллическими включениями | |
| 4.24. Шлифовочная трещина (Нрк. поджог) | Дефект поверхности в виде сетки паутинообразных или отдельных произвольно направленных поверхностных разрывов, образовавшихся при шлифовании и абразивной зачистке металла, обладающего высокой твердостью, хрупкостью и малой теплопроводностью. Примечание. В микроструктуре в зоне дефекта трещины обычно располагаются по границам зерен |
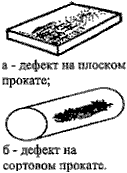
|
Примечания:
1. Не рекомендуемые к применению термины-синонимы приведены в круглых скобках после стандартизованного термина и обозначены пометой "Нрк.".
2. Наличие квадратных скобок в терминологической статье означает, что в нее заключены два (три, четыре и так далее) термина, имеющие общие терминоэлементы.
3. Фотографические изображения дефектов, указанных в таблице N П2.2, приведены в приложении Б к национальному стандарту Российской Федерации ГОСТ Р ИСО 6520-1-2012 "Сварка и родственные процессы. Классификация дефектов геометрии и сплошности в металлических материалах. Часть 1. Сварка плавлением", утвержденному приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2012 г. N 1012-ст.
Приложение N 3
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Рекомендации к содержанию программы (плана, инструкции) входного контроля
Настоящие рекомендации распространяются на документацию по контролю основных и сварочных материалов.
Рекомендуется, чтобы программа (план, инструкция) входного контроля содержала следующие сведения:
а) наименование юридического лица или индивидуального предпринимателя и (при наличии) наименование подразделения, выполняющего входной контроль;
б) шифр программы (плана, инструкции);
в) наименование материала или изделия;
г) наименование организации-поставщика;
д) номер партии (плавки);
е) количество продукции;
ж) номер и дата сопроводительного документа;
з) объемы контроля;
и) способы контроля;
к) контролируемые параметры при контроле продукции неразрушающими и разрушающими методами с указанием нормативных показателей.
Приложение N 4
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Рекомендации к содержанию технологической карты визуального и измерительного контроля
Рекомендуется, чтобы технологическая карта визуального и измерительного контроля содержала следующие сведения:
а) наименование юридического лица или индивидуального предпринимателя и (при наличии) наименование подразделения, выполняющего визуальный и измерительный контроль;
б) шифр карты;
в) наименование контролируемого изделия (группы однотипных изделий) с указанием стандарта или ТУ на изготовление (строительство, монтаж, ремонт, реконструкцию);
г) характеристики контролируемого изделия (группы однотипных изделий) (номенклатура, типоразмеры, материал, заводские (инвентарные, регистрационные, учетные) номера;
д) информацию об объеме контроля;
е) наименование стадии контроля: входной контроль полуфабрикатов, контроль подготовки деталей под сборку, контроль сборки деталей под сварку, контроль готовых сварных соединений (наплавок), контроль устранения дефектов, контроль при эксплуатации;
ж) требования к установке объекта контроля в требуемое положение (если это возможно) и к введению объекта в режим контроля (освещенность объекта);
з) описание состояния поверхности;
и) порядок подготовки объекта контроля к проведению контроля;
к) последовательность операций контроля;
л) перечень контролируемых параметров с указанием нормативных значений при измерительном контроле;
м) описание используемых средств визуального и измерительного контроля;
н) требования к персоналу;
о) правила приемки;
п) образцы документов, оформляемых после проведения визуального и измерительного контроля.
Примечание. При разработке карты следует применять рекомендации Руководства, а также требования НД, конструкторской документации на изделие (сварное соединение или наплавку), по визуальному и измерительному контролю, в том числе нормы оценки качества.
Приложение N 5
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Рекомендации к содержанию карты операционного контроля
Карта операционного контроля разрабатывается юридическим лицом или индивидуальным предпринимателем, выполняющим изготовление (строительство, монтаж, ремонт) объекта контроля, либо специализированной проектно-технологической организацией и служит для фиксации результатов контроля работ преимущественно при подготовке и сборке деталей под сварку.
В карте операционного контроля содержатся следующие сведения:
а) наименование юридического лица или индивидуального предпринимателя и наименование подразделения (при наличии), выполняющего операционный контроль;
б) наименование оборудования (конструкции, трубопровода), обозначение чертежа или сварочного формуляра;
в) наличие маркировки и/или документации, подтверждающей приемку материала (полуфабриката) при входном контроле;
г) чистота и отсутствие повреждений на кромках и прилегающих к ним поверхностях деталей;
д) форма и размеры кромок, расточки (раздачи, калибровки) деталей;
е) наличие и вид специальных приемов подготовки и сборки деталей (наплавка на кромках и внутренних поверхностях, подгибка)1;
------------------------------
1 При условии подгибки указывается температура металла при выполнении этой технологической операции и угол подгибки, а при условии наплавки - ее размеры, способ сварки и примененные сварочные материалы с указанием номера партии (наплавки) и стандарта, ТУ или паспорта;
------------------------------
ж) соответствие требованиям технической документации материала, формы и размеров подкладных пластин (колец, расплавляемых вставок);
з) соответствие требованиям технической документации размеров зазоров, смещения кромок (с наружной и внутренней сторон), перелома осей и плоскостей соединяемых деталей в собранном под сварку соединении;
и) наличие защитного покрытия на поверхностях деталей (в случаях, оговоренных технической документацией) и ширина зоны его нанесения;
к) правильность сборки и крепления деталей, размеры собранного узла (последнее - в случаях, указанных в технологической документации);
л) дата контроля, фамилия и инициалы лица (лиц), выполнявшего(их) операционный контроль и его (их) подпись;
м) заключение о подготовке деталей к сборке под сварку;
н) заключение о качестве подготовки деталей и сборки соединения под сварку подписывается специалистом, выполнявшим контроль, и руководителем службы технического контроля.
Приложение N 6
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Примерный перечень средств визуального и измерительного контроля
Таблица П6.1
Типы луп, применяемых при визуальном и измерительном контроле
| Тип | Назначение | Конструктивное исполнение | Группа лупы | Оптическая система |
|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 |
| Лупа просмотровая (ЛП) ГОСТ 25706-83 | для просмотра деталей, мелких предметов и т.д. | складные, с ручкой, штативные, с подсветкой | малого, среднего, большого увеличения | простая однолинзовая, многолинзовая корригированная |
| Лупа измерительная (ЛИ) ГОСТ 25706-83 | для линейных и угловых измерений | в оправе, имеющей диоптрийную подвижку и измерительную шкалу | среднего увеличения | многолинзовая корригированная |
Таблица П6.2
Приборы и средства измерений отклонений от прямолинейности и плоскостности
| Тип прибора, инструмента | Длины измеряемых поверхностей, мм |
|---|---|
| 1 | 2 |
| Интерферометр | свыше 400 до 6300 |
| Автоколлиматор | свыше 400 до 10000 |
| Оптические линейки | До 4000 |
| Индуктивные линейки | до 1000 |
| Уровни (рамные, брусковые, индуктивные) | свыше 400 до 10000 |
| Поверочные линейки (прямоугольного и двутаврового сечения, мостики) | свыше 400 до 4000 |
| Оптические струны | свыше 400 до 10000 |
| Визирные трубы | свыше 400 до 10000 |
| Уровни гидростатические |
Примечание. Допускается применение других средств контроля при условии соответствия диапазонов измеряемых параметров и точности измерений требованиям НД.
Таблица П6.3
Погрешности измерения
| Средства измерения | Погрешность измерения, где а - цена деления, мм; i - отсчет по нониусу, мм |
|---|---|
| 1 | 2 |
| Сварочный шаблон WG1, в том числе с нониусной шкалой | 2а 4i |
| Глубиномер индикаторный с штативом по ГОСТ 7661-67 | 0,1 |
| Линейка измерительная металлическая по ГОСТ 427-75 | 1,0 мм |
| Сварочный шаблон WG-01 | а (1 мм) |
| Сварочный шаблон Красовского | 0,5а (0,5 мм) |
| Сварочный шаблон WG9 | 0,5а (0,1 мм) |
| Универсальный шаблон сварщика УШС-3 | 0,5а (0,5 мм) |
| Шаблон прямой линии - линейка, с вырезанным мениском + набор щупов с размером, соответствующим номинальному | а (1 мм); |
| Штангенциркуль ШЦ-1 (с глубиномером) по ГОСТ 166-89 | 2i + 0,1 |
| Шаблон В.Э. Ушерова-Маршака, в том числе цифровой | 4i (0,1) |
Примечание. При проведении измерительного контроля достаточно одного измерения в каждой измерительной точке.
Приложение N 7
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Примеры применения шаблонов для измерения размеров сварных швов
Таблица П7.1
Шаблоны для измерения размеров сварного шва, диапазоны и точность измерения (Национальный стандарт Российской Федерации ГОСТ Р ИСО 17637-2014 "Контроль неразрушающий. Визуальный контроль соединений, выполненных сваркой плавлением", введен в действие приказом Федерального агентства по техническому регулированию и метрологии от 30 сентября 2014 г. N 1241-ст)
| Шаблон для измерения размеров сварного шва | Описание | Тип шва | Диапазон измерения, мм | Точность измерения, мм | Угол разделки кромок или между свариваемыми угловым швом деталями, градусы | Допустимое отклонение угла разделки кромок или между деталями, свариваемыми угловым швом | |||
|---|---|---|---|---|---|---|---|---|---|
| угловой | стыковой | ||||||||
| выполненный в нижнем положении | вогнутый | выпуклый | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
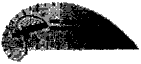
|
Простой сварочный шаблон а) Измерения размеров угловых швов толщиной от 3 до 15 мм. Шаблон размещается около криволинейной поверхности так, чтобы три точки соприкасались с изделием и угловым швом | X | X | - | X | От 3 до 15 | ?0,5 | 90 | Незначительное |
| б) Измерения высоты выпуклости стыковых швов. Поскольку шаблоны делаются из алюминия, они быстро изнашиваются | X | X | - | - | |||||

|
Комплект сварочных шаблонов. Измерения размеров угловых швов толщиной от 3 до 12 мм; от 3 до 7 мм - градуировка 0,5 мм. Измерение - по правилу наличия 3 точек контакта | X | X | - | - | От 3 до 12 | В зависимости от числа шаблонов | 90 | Не регламентируется |
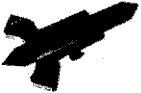
|
Сварочный шаблон с нониусом. Измерения угловых швов и высоты выпуклости стыковых швов. Форма ножек шаблона позволяет измерять углы 60°, 70°, 80° и 90°. V-образной разделки стыкового шва с большой шириной выпуклости | X | X | - | X | От 0 до 20 | 0,1 | 90 | Не регламентируется |
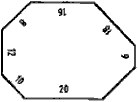
|
Сварочный шаблон для измерения 7 толщин угловых швов. Измерения 7 толщин угловых швов с углом 90° | X | - | - | - | До 20 | 0,2 | 90 | Не регламентируется |

|
3-пластинный сварочный шаблон. Измерения толщины и катета угловых сварных швов и высоты выпуклости шва стыковых швов. Пригоден для измерения размеров угловых швов с разными значениями катета | X | X | X | X | До 15 | 0,1 | 90 | Незначительное |
|
Шаблон для проверки профиля угловых швов. Проверка профиля одной формы и одного размера угловых швов. Требуется отдельный шаблон для каждого размера углового шва | - | - | - | - | - | - | - | - |

|
Многоцелевой шаблон. Измерения угла скоса кромки, катета, толщины углового шва, глубины подреза, смещения кромок и высоты выпуклости | X | X | X | X | 0-50 | 0,3 | 0-45 (угол скоса кромки) | Не регламентируется |

|
Универсальный сварочный шаблон. Измерения размеров угловых швов, смещения листов, подготовки под сварку, высоты выпуклости, ширины и глубины подрезов стыковых швов | X | X | X | X | 0-30 | 0,1 | - | +/-25% |

|
Шаблон для измерения зазоров. Измерения ширины зазоров | - | - | - | X | 0-6 | 0,1 | - | - |

|
Крюковый шаблон для измерения смещения поверхностей при подготовке соединений под сварку стыковых швов листов и труб | - | - | - | X | 0-100 | 0,05 | - | - |
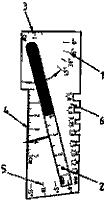
|
Универсальный шаблон для стыкового шва. Измерения подготовки под сварку и сварного стыкового шва: - угла скоса кромки; - ширины зазора в корне шва; - высоты выпуклости сварного шва; - ширины сварного шва; - глубины подреза; - диаметра присадочных материалов | X | X | X | X | 0-30 | 0,1 | - | +/-25% |
Приложение N 8
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Размерные показатели для норм оценки по результатам визуального и измерительного контроля
1. Нормы оценки качества рекомендуется принимать по следующим размерным показателям:
а) по номинальной толщине сваренных деталей - для стыковых соединений деталей одинаковой толщины (при предварительной обработке концов деталей путем расточки, раздачи, калибровки - по номинальной толщине деталей в зоне обработки);
б) по номинальной толщине более тонкой детали (из двух сваренных) - для стыковых сварных соединений деталей различной номинальной толщины (при предварительной обработке конца более тонкой детали - по ее номинальной толщине в зоне обработки);
в) по расчетной высоте углового шва - для угловых, тавровых и нахлесточных сварных соединений (для угловых и тавровых сварных соединений с полным проплавлением за размерный показатель допускается принимать номинальную толщину более тонкой детали);
г) по удвоенной номинальной толщине более тонкой детали (из двух сваренных) - для торцевых сварных соединений (кроме соединений вварки труб в трубные доски).
2. Протяженность (длина, периметр) сварных соединений рекомендуется определять по наружной поверхности сваренных деталей у краев шва (для соединений штуцеров, а также угловых и тавровых соединений по наружной поверхности привариваемой детали у края углового шва).
3. Число одиночных включений, выявляемых при визуальном контроле, не превышает значений, указанных в НД на любом участке сварного соединения, длина которого регламентируется в НД. Для сварных соединений меньшей протяженности допустимое число одиночных включений уменьшают пропорционально уменьшению протяженности контролируемого соединения. Если при этом получается дробная величина, то она округляется до ближайшего целого числа.
4. Требования к числу одиночных включений для наплавленных поверхностей рекомендуется определять согласно требованиям НД.
Приложение N 9
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Рекомендации по разработке правил принятия решения по результатам измерений
Использование защитных полос может снизить вероятность принятия неверного решения о соответствии. Применение защитных полос в основном фактор безопасности, встроенный в процесс принятия решения об измерении путем снижения предела приемлемости ниже предела спецификации/допуска. Данный подход используется для учета неопределенности измерений.
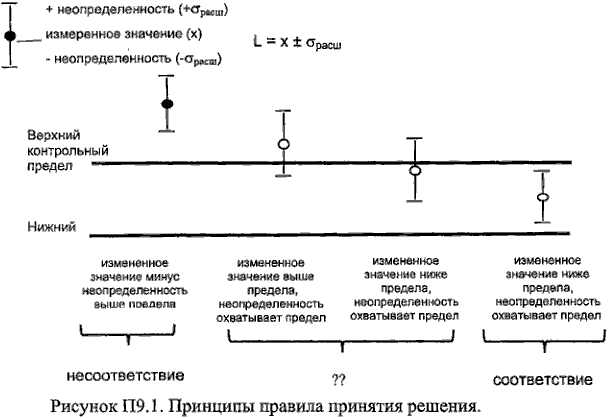
Правило принятия решения - правило, которое описывает, как учитывается неопределенность измерений при принятии решения о соответствии установленному требованию.
Защитная полоса (w) - значение смещения от установленного предела до границы зоны соответствия или несоответствия определяется по формуле:
w = |TL - AL| (П9.1)
Предел принятия (AL) - указанная верхняя или нижняя граница допустимых значений измеряемой величины.
Предел допуска (TL) - (предел спецификации) указанная верхняя или нижняя граница допустимых значений.
Рассматриваемый пример относится к защитным полосам, в которых длина защитной полосы (w) равна пределу допуска/спецификации (TL) минус предел приемки (AL) или w = TL - AL.
Это означает, что если результат измерения ниже допустимого предела (AL), то измерение принимается как соответствующее спецификации.
Вероятность ложного принятия <2,5%, при уровне доверия U = 95%.

Утверждение соответствия сообщается как:
"Проходит" - принятие, основанное на защитной полосе; результат измерения ниже предела принятия, AL = TL - w;
"Не проходит" - отклонение на основе защитной полосы; если результат измерения превышает допустимый предел, AL = TL - w.
Следует учитывать, что измерение может привести к принятию решения о соответствии (принятии) с использованием одной защитной полосы и отклонению, если используется более крупная защитная полоса. Таким образом, соответствие требованиям неразрывно связано с используемым правилом принятия решений. Поэтому ожидается, что правило принятия решения будет согласовано до проведения измерений.
Числовой пример.
Допустим, измеренное значение с учетом расширенной неопределенности
L = 18,7  1,4 мм.
1,4 мм.
В соответствии с техническими условиями измеренная длина должна не превышать 20 мм.
Размер защитной полосы для не критичного принятия решения принимается по формуле:
w = -?расш (П9.2)
Далее рассмотрим, в какую зону попадает наш пример, с учетом зоны w = 1,4 видно, что данное значение не соответствует заявленным требованиям.
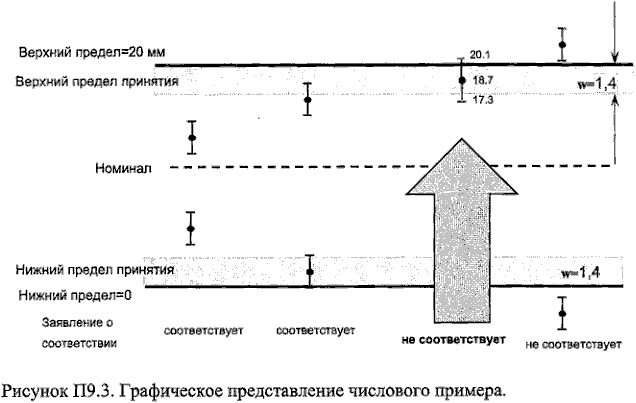
Приложение N 10
к Руководству по безопасности
"Методические рекомендации о порядке
проведения визуального и измерительного
контроля", утвержденному приказом
Федеральной службы по экологическому,
технологическому и атомному надзору
от 16 января 2024 г. N 8
Рекомендуемые образцы документов, оформляемых по результатам визуального и измерительного контроля
(рекомендуемый образец)
_________________________________________________________________________
(наименование юридического лица или индивидуального предпринимателя)
_________________________________________
(Дата и место проведения контроля)
АКТ N _________ от _________
визуального и измерительного контроля
1. В соответствии с наряд-заказом (заявкой) _____ выполнен ______________
(номер) (указать вид
контроля
визуальный,
_______________ контроль ________________________________________________
измерительный) (наименование и размеры контролируемого объекта,
_________________________________________________________________________
шифр документации, ТУ, чертежа, плавка (партия), номер объекта контроля)
Контроль выполнен согласно ______________________________________________
(наименование и/или шифр технической документации)
2. Объемы контроля ______________________________________________________
3. Средства контроля ____________________________________________________
4. При контроле выявлены следующие дефекты ______________________________
характеристика дефектов (форма,
_________________________________________________________________________
размеры, расположение и/или ориентация для конкретных объектов)
_________________________________________________________________________
_________________________________________________________________________
5. Заключение по результатам визуального и измерительного контроля
_________________________________________________________________________
_________________________________________________________________________
Контроль выполнил _______________________________________________________
уровень квалификации, N квалификационного удостоверения, фамилия, имя,
отчество (при наличии), подпись
Руководитель работ по визуальному
и измерительному контролю _______________________________________________
фамилия, имя, отчество (при наличии), подпись
Рекомендации по оформлению акта визуального и/или измерительного контроля (далее - Акт)
В пункте 1 рекомендуется указывать вид контроля - визуальный, измерительный или визуальный и измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, собранное под сварку соединение, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделие, а также наименование и/или шифры производственно-контрольного документа (программа входного контроля, карта или схема контроля, технологическая карта контроля, карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в пункте 1 указывается марка материала, размеры (диаметр, толщина) и номер партии.
При контроле деталей и сборочных единиц в пункте 1 указывается номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарту).
При контроле подготовки кромок деталей, сборки соединения под сварку и готовых сварных соединений в пункте 1 указываются номера соединений согласно сварочному формуляру или схеме расположения сварных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле выборок дефектных мест указываются наименование, марка материала и размеры объекта (диаметр, толщина), а также расположение выборки.
При заполнении пункта 4 Акта в нем указываются все отступления от норм НД, выявленные при контроле конкретных объектов (участков, соединений и прочих), в привязке к их номерам согласно сварочному формуляру, схемы расположения или схемы контроля.
В тех случаях, когда объект контроля соответствует требованиям НД, в Акте делается отметка "дефекты отсутствуют". При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечания:
1. Рекомендуется оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
2. При необходимости выполняются фотографии или точные эскизы (или то и другое) с указанием дефектов и оформляются как приложение к Акту.
(рекомендуемый образец)
_________________________________________________________________________
(наименование юридического лица или индивидуального предпринимателя)
_________________________________________
(дата и место проведения контроля)
АКТ N _________ от _________
визуального и/или измерительного контроля качества
сварных швов в процессе сварки соединения
_________________________________________________________________________
(наименование изделия и номер соединения)
1. Настоящим актом удостоверяется факт выполнения сварщиком
_________________________________________________________________________
(ф.и.о., клеймо)
____________ соединения ____________ (см. сварочный формуляр),
тип (типы) соединений выполненного ______________________________________
указать способ сварки и положение
в соответствии с требованиями технологии сварки _________________________
указать шифр технологии
и недоступного для контроля _____________________________________________
указать способ контроля, предписанный
конструкторской документацией
_________________________________________________________________________
2. Объемы контроля ______________________________________________________
3. Средства контроля ____________________________________________________
4. При послойном визуальном и измерительном контроле с оценкой качества
по нормам ____________ для категории ____________________________________
(шифр или наименование НД)
установлено, что сварное соединение признано годным и соответствует
требованиям
_________________________________________________________________________
(указать НД или конструкторскую документацию)
Контроль выполнил: ______________________________________________________
Уровень квалификации, N квалификационного удостоверения, фамилия, имя,
отчество (при наличии), подпись
Руководитель работ по визуальному и измерительному
контролю: _______________________________________________________________
фамилия, имя, отчество (при наличии), подпись
Примечание. Акт составляется на каждую сварную конструкцию (соединение
или группу соединений), подвергнутую контролю в процессе сварки.
Рекомендации к содержанию журнала учета работ и регистрации результатов визуального и измерительного контроля
Результаты контроля продукции, изделий и объектов фиксируются в журнале учета работ и регистрации результатов визуального и измерительного контроля, в котором указывают:
а) наименование и вид (тип) контролируемого объекта, его номер или шифр;
б) расположение, и при необходимости размеры, контролируемых участков на объекте контроля;
в) условия проведения контроля;
г) производственно-контрольный документ, его номер;
д) способы, объемы и средства контроля;
е) марка и номер партии материала объекта контроля, а также обозначение стандарта или технических условий на материал и номер чертежа объекта (последнее только для деталей и сборочных единиц);
ж) основные характеристики дефектов, выявленных при контроле (форма, размеры, расположение или ориентация относительно базовых осей или поверхностей объекта контроля);
з) наименование или шифр НД, согласно которой выполнена оценка качества;
и) оценка результатов контроля;
к) дата и место контроля;
л) фамилии, имена, отчества (при наличии) и подписи работника, выполнявшего контроль, и руководителя работ по контролю.
Обзор документа
Разработаны рекомендации по проведению визуального и измерительного контроля основного материала и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции и эксплуатации, в т. ч. техническом диагностировании, обследовании, техническом освидетельствовании технических устройств, зданий и сооружений, применяемых и эксплуатируемых на опасных производственных объектах.
Определено, на каких стадиях такой контроль необходим. Установлены требования к персоналу, который его проводит. Перечислены средства контроля.